Обработка цельнокроеных воротников
В отличие от втачного воротника, изготовляемого отдельно и в готовом виде соединяемого с изделием, цельнокроеный воротник обрабатывают в процессе изготовления изделия. Соединение верхнего воротника с нижним по отлету осуществляют в последнюю очередь одновременно с обработкой борта.
При изготовлении цельнокроеных воротников придерживаются следующего порядка: формуют полочку и спинку в области горловины; дублируют детали воротника или соединяют их с не клеевыми прокладками; стачивают вытачки; соединяют детали воротника и детали изделия; обтачивают нижний воротник верхним и обрабатывают застежку.
Конструктивные особенности воротников разнообразны, что обусловливает изменение последовательности их обработки. Одни операции ликвидируются, другие добавляются.
Различают три вида цельнокроеных воротников, отличающихся друг от друга технологией обработки:
воротники, у которых полочка или спинка цельно кроенные с верхним воротником, или цельно кроеные воротники-стойки;
воротники, у которых нижний воротник цельнокроеный с полочкой, а верхний цельно кроенный с подбортами;
воротники, у которых нижний воротник отрезной, а верхний цельно кроенный с подбортами.
Цельнокроеный воротник-стойка.При его изготовлении обрабатывают полочку и спинку, цельно кроенные с верхним воротником. Кроме того, используют подкройные обтачки горловины полочки и горловины спинки. В изделии с цельнокроеным воротником-стойкой и застежкой спереди при обработке воротника-стойки используют подкройную обтачку горловины спинки и две детали подкройной обтачки горловины полочки, цельно кроенной с под бортом.
Обработку цельнокроеного воротника-стойки начинают с формования полочки и спинки в области горловины. Для хорошей посадки и красивого прилегания цельнокроеного воротника к шее полочку и спинку оттягивают по срезам на участках, показанных на рис. 2.24, а. При этом выпрямляют средний срез спинки и частично плечевые срезы. При большой высоте стойки оттягивают верхний срез воротника на полочке и спинке на участке, расположенном на расстоянии 50...70 мм от плечевого среза. Степень оттягивания зависит от свойств материала и наличия или отсутствия вытачки. Степень оттягивания уменьшают при подвижной структуре материала, а также в том случае, если на линии горловины запроектирована вытачка.
После формования на спинке и полочке стачивают вытачки горловины (рис. 2.24, б, строчка 1), если они предусмотрены моделью. Стачанные вытачки заутюживают в сторону середины деталей. Если раствор вытачки не превышает 7... 10 мм, а материал изделия обладает хорошими формовочными свойствами, вытачки заменяют сутюживанием. Перед этим раствор вытачки припосаживают на кромку, закрепляя ее ручными стежками по линии горловины. Излишек материала по горловине сутюживают с изнаночной стороны. После сутюживания линию горловины закрепляют клеевой кромкой с изнанки детали или, если позволяет модель, машинной строчкой.
Обметывают (строчка 2), а затем стачивают (строчка 3) плечевые срезы полочки и спинки, соединяя при этом срезы цельнокроеного воротника. Ширина шва 10 мм. Припуски шва стачивания разутюживают.
Подкройные обтачки горловины полочки и горловины спинки дублируют клеевой или укрепляют не клеевой прокладкой. Обтачки горловины полочки, цельно кроенные с подбортом, дублирует по всей поверхности деталей. Затем стачивают плечевые срезы обтачек швом шириной 5...7 мм (строчка 4), припуски шва стачивания разутюживают. Внутренний срез обтачки или внутренний срез обтачки и подбортов обметывают (строчка 5), окантовывают или застрачивают швом вподгибку с открытым срезом.
Лицевую сторону подготовленной обтачки складывают с лицевой стороной воротника, совмещают срезы и плечевые швы обтачки и цельнокроеного воротника и обтачивают швом шириной 5... 7 мм (строчка 6). В изделии с застежкой спереди одновременно с обтачиванием цельнокроеного воротника обтачивают срезы бортов. Припуски шва обтачивания настрачивают (строчка 7) на обтачку швом шириной 1...2 мм. Эту строчку не выполняют, если по модели по верхнему краю воротника проходит отделочная строчка. Внутренний край обтачки закрепляют на припусках плечевых швов и на вытачках ручными или машинными строчками. Внутренний край обтачки может быть настрочен на полочку и спинку, если такая строчка предусмотрена моделью.
Аналогично обрабатывают воротник изделия, у которого полочка выкроена одной деталью с воротником, а спинка без воротника.
Воротник, у которого нижний воротник, цельно кроенный с полочкой, а верхний воротник — с подбортами.Обработку этого воротника начинают с дублирования деталей воротника (рис. 2.24, в). В воротниках жесткой формы дублируют подборта вместе с верхним воротником. Если воротник мягкий, то подборта дублируют только до линии перегиба лацкана. Нижний воротник на полочке может быть продублирован от линии перегиба лацкана. Воротник может быть без прокладки. Внутренний срез подборта обметывают (строчка 1). На подборте кроме внутреннего среза необходимо обметать и плечевой срез.
Верхний воротник, цельно кроенный с подбортами, выкраивают со швом посередине воротника, чтобы сэкономить материал при раскладке, а также для того, чтобы бортовые срезы детали располагались в направлении нити основы. Поэтому верхний воротник, цельно кроенный с подбортами, стачивают посередине швом шириной 5... 7 мм, сложив детали лицевой стороной внутрь (строчка 2). Припуски шва стачивания разутюживают.
Полочки, цельно кроенные с нижним воротником, складывают лицевыми сторонами, совмещают средние срезы нижнего воротника и стачивают их (строчка 3). Ширина шва 5 ...7 мм. Припуски шва разутюживают.
Полочки и спинку складывают лицевой стороной внутрь, совмещают плечевые срезы и стачивают их швом шириной 10 ММ (строчка 4). Строчку прокладывают со стороны полочек, начиная от проймы. Концы строчек закрепляют. На полочках надсекают припуск плечевого шва к концу строчки в углах деталей. Совмещают срезы горловины спинки и нижнего воротника. Нижний воротник втачивают в горловину спинки швом шириной 10 мм (строчка 5). Строчку прокладывают со стороны нижнего воротника. Припуски плечевых швов обметывают (строчка 6) и разутюживают, припуски шва втачивания нижнего воротника в горловину спинки заутюживают в сторону воротника.
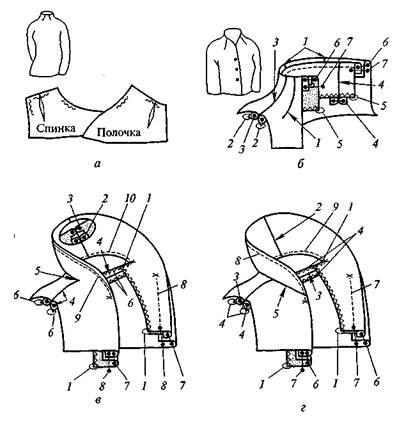
Рис. 2.24. Обработка цельнокроеных воротников
Изделие складывают с подбортами лицевыми сторонами внутрь, совмещают срезы бортов и отлетов верхнего и нижнего воротников. Борта и нижний воротник обтачивают подбортами и верхним воротником швом шириной 5... 7 мм (строчка 7). Строчку прокладывают со стороны изделия. Припуски швов обтачивания настрачивают на участке бортов на подборта (строчка 8), на участке воротника — на нижний воротник (строчка 9). Воротник и борта отворачивают на лицевую сторону, выправляют и приутюживает, образуя кант из верхнего воротника на участке воротника и кант из полочек на участке бортов. Если по модели вдоль края бортов и воротника предусмотрена отделочная строчка, то ее прокладывают со стороны верхнего воротника на участке воротника и со стороны полочек на участке бортов. Припуски шва обтачивания в таких случаях не настрачивают.
Припуск верхнего воротника по линии горловины надсекают у плечевых швов на 7...8 мм, подгибают его внутрь и настрачивают между плечевыми швами (строчка 10), закрывая строчку шва втачивания нижнего воротника. Ширина шва настрачивания 1... 3 мм.
Воротник, цельно кроенный с подбортами, с отрезным нижним воротником.Его обработку производят в такой последовательности (рис. 2.24, г). Обметывают внутренний и плечевой срезы подбортов (строчка 1). Стачивают и разутюживают средние срезы верхнего воротника (строчка 2). Стачивают плечевые срезы полочек и спинки (строчка 3). Припуски швов стачивания обметывают (строчка 4) и разутюживают. Затем лицевую сторону нижнего воротника складывают с лицевой стороной изделия, совмещают срезы горловины и втачивают в горловину изделия швом шириной 10 мм (строчка 5). Припуски шва втачивания нижнего воротника на участке полочек разутюживают, а на участке спинки заутюживают в сторону нижнего воротника. Припуски шва втачивания при необходимости надсекают, излишки припусков высекают. Дальнейшую обработку узла «воротник-борт» завершают в порядке, изложенном выше.
Дата добавления: 2017-04-05; просмотров: 7370;
Поиск по сайту
Узнать еще
- I. Обработка поверхности изделий.
- I. Обработка результатов журнала технического нивелирования.
- III. Последующая обработка.
- Абразивная обработка
- Автоматизация обработки табличных данных (обработка списков)
- Автоматизированная тематическая обработка радиолокационных снимков.
- Амминирование и гидразинная обработка питательной воды
- Анодно-механическая обработка

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
