Обработка втачных воротников
Втачными называют воротники, соединенные с изделием по линии горловины. Втачные воротники бывают однослойными и (гораздо чаще) двухслойными. Изготовление втачных воротников, как правило, состоит из следующих операций:
дублирования деталей воротника, соединения его с прокладками;
соединения частей воротника;
обработки отлета и концов воротника.
Однослойные воротники не дублируют и не укрепляют не клеевыми прокладками. Соединение частей выполняют швами: стачным в заутюжку с обметанными срезами, настрочным, запошивочным или двойным. Для обработки однослойных воротников по концам и отлету в зависимости от модели используют краевые швы: в подгибку с открытым обметанным или закрытым срезом; окантовочный с тесьмой или косой бейкой, имеющей закрытые срезы; обтачной в простую рамку с применением косой бейки или подкройной обтачки. Концы и отлет однослойного воротника отделывают кружевом, оборкой, кантом. Обработка концов и отлета однослойного воротника осуществляется на специальных или стачивающих машинах со спецприспособлениями.
У двухслойных воротников дублируют верхний или нижний воротник, при необходимости и тот и другой. Для придания воротнику хорошей формо устойчивости используют многослойные прокладки из клеевых, не клеевых, аппретированных материалов и их сочетаний. Между слоями прокладок можно разместить косточки.
Соединение частей воротника выполняют одним из соединительных швов в зависимости от модельных особенностей воротника и свойств используемых материалов. Ширина шва соединения частей воротника 5...7 мм.
Обработка двухслойных воротников по концам и отлету заключается в обтачивании верхнего воротника нижним. Используют обтачной шов шириной 5...7 мм. Воротник, цельно кроенный с нижним по линии отлета, обтачивают только по концам.
Верхний воротник складывают с нижним лицевыми сторонами внутрь, совмещают срезы и обтачивают по концам и отлету, припосаживая верхний воротник на углах и закруглениях (рис. 2.21, а строчка 7). Строчку обтачивания прокладывают со стороны нижнего воротника, если воротник без прокладки или если предусмотрена не клеевая прокладка на нижнем воротнике. В остальных случаях обтачивание производят со стороны верхнего воротника. В условиях промышленного производства для обтачивания воротников сорочек используют полуавтомат, выполняющий строчку с одновременной обрезкой припусков шва обтачивания.
Припуски швов в углах высекают, оставляя 2...3 мм. Припуск шва не клеевой прокладки подрезают по всей длине, оставляя 1...2 мм, а припуск шва нижнего воротника подрезают на 2...3 мм. Кроме того, припуски криволинейных швов обтачивания надсекают, не доходя до строчки 1... 2 мм. Воротник вывертывают на лицевую сторону, швы выправляют и приутюживают со стороны нижнего воротника, образуя кант из верхнего воротника шириной 1... 2 мм. При необходимости воротник выметывают вручную или на специальной машине со стороны нижнего воротника с образованием канта из верхнего воротника. В некоторых случаях кант по линии отлета закрепляют, настрачивая припуски шва обтачивания на нижний воротник (строчка 2). Ширина шва настрачивания 2... 5 мм.
Воротники с острыми концами, а также воротники в изделиях из толстых тканей сначала обтачивают только по отлету (рис. 2.21, б, строчка 7). Припуски шва обтачивания настрачивают на нижний воротник (строчка 2). Затем обтачивают концы воротника (строчка 3), закрепляя концы строчек. Припуски швов, обтачивая, высекают в углах, оставляя 2...3 мм, припуск шва нижнего воротника по отлету и концам подрезают на 2...3 мм. Воротник ввертывают на лицевую сторону, выправляют и приутюживают.
Для уменьшения толщины в углах воротника используют такую его конструкцию, в которой линия обтачивания концов перенесена на сторону нижнего воротника. Расстояние от угла воротника до шва обтачивания на нижнем воротнике составляет 30...50 мм в зависимости от длины воротника (рис. 2.21, в). Воротник обтачивают сначала по концам (строчка 7). Припуски шва обтачивания заутюживают или разутюживают в зависимости от формы воротника. Затем воротник обтачивают по отлету (строчка 2).
Если верхний и нижний воротники должны быть втачаны в горловину изделия одновременно, то их скрепляют между собой ручной или машинной строчкой, проходящей на расстоянии 5...6 мм от срезов. При этом верхний воротник смещают в сторону отлета на 1 — 5 мм в зависимости от толщины материала, чтобы обеспечить свободное сгибание нижнего воротника верхним по линии сгиба стойки.
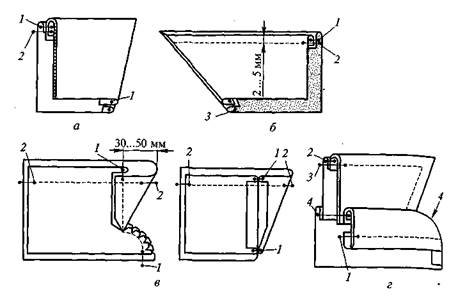
Рис. 2.21. Обработка втачных воротников
Края и отлет воротника могут украшаться кантом, кружевом, оборкой. В таких случаях кант, кружево или оборку складывают лицевой стороной к лицевой стороне нижнего воротника, совмещают их срезы и притачивают отделочную деталь швом шириной 5... 7 мм. При индивидуальном пошиве отделочную деталь предварительно приметывают. Затем верхний воротник обтачивают нижним воротником в последовательности, приведенной выше.
Обработка воротника на отрезной стойке.Верхний воротник и его стойку дублируют. Прокладка стойки воротника должна быть уже стойки воротника на 10 мм. Перед дублированием нижний срез прокладки располагают на 10 мм выше нижнего среза стойки. После дублирования нижний припуск стойки отворачивают на изнаночную сторону, огибая им нижний срез прокладки. Припуск заутюживают и приутюживают. Заутюженный припуск застрачивают с лицевой стороны стойки верхнего воротника, прокладывая строчку параллельно заутюженному краю на расстоянии 6...7 мм от него (рис. 2.21, г, строчка 1).
Верхний воротник изготовляют, как указано выше (см. рис. 2.21, а). Вдоль края воротника по его лицевой стороне прокладывают отделочную строчку (см. рис. 2.21, г, строчка 3), если она предусмотрена моделью.
Воротник вкладывают между стойками верхнего и нижнего воротников и втачивают, одновременно обтачивая концы стойки (строчка 4). Высекают излишки припусков на скругленных концах стойки. Стойку вывертывают на лицевую сторону, выправляет и приутюживают.
Дата добавления: 2017-04-05; просмотров: 4376;
Поиск по сайту
Узнать еще
- I. Обработка поверхности изделий.
- I. Обработка результатов журнала технического нивелирования.
- III. Последующая обработка.
- Абразивная обработка
- Автоматизация обработки табличных данных (обработка списков)
- Автоматизированная тематическая обработка радиолокационных снимков.
- Амминирование и гидразинная обработка питательной воды
- Анодно-механическая обработка

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
