ЗАГРУЗКА МЕЛЮЩИХ ТЕЛ
В качестве методики проектного расчета мелющей загрузки удобен подбор мелющих тел по равной суммарной поверхности каждой размерности шара [14]. Сущность методики заключается в подборе мелющей загрузки таким образом, чтобы в каждой из камер ШБМ полные поверхности мелющих тел разных размеров были равны между собой. Выбор такой зависимости обуславливается наиболее полным использованием кинетической энергии и удельной поверхности загрузки. Алгоритм расчета мелющей загрузки для однокамерной мельницы представлен на рис. 2.

Рис. 2. Алгоритм загрузки мелющих тел однокамерной ШБМ
В алгоритме (рис. 2) D_sh_tabl[M], Pl_tabl[M], Pov_tabl[M]- табличные значения (массивы) диаметров (массив упорядочен по убыванию), насыпной плотности и средней удельной поверхности мелющих тел. По заданному исходному размеру кусков материала (d_куск ) определяется максимальный диаметр шаров мелющей загрузки (d_sh), принимается ассортимент загрузки, вычисляется поверхность (S_rasch) и масса мелющих тел (m_sh) для каждого типоразмера загрузки (рис. 2).
ФУТЕРОВКА
Чтобы обеспечить оптимальную высоту подъема шаров в барабане ШБМ и максимальную отдачу энергии ими при одной и той же шаровой загрузке, необходимо выбрать оптимальную форму брони. Подъем шаров в барабане характеризуется коэффициентом сцепления который можно изменять, применяя различные формы брони. Профиль плит брони влияет на срок их работы и на удельный износ. Наиболее близкую к оптимальной форму износа имеет броня волнистого профиля (рис. 3).

Рис. 3. Форма износа брони барабана ШБМ
При правильном подборе параметров профиля волнистая броня обеспечивает наиболее выгодный угол подъема материала и мелющих тел, при этом имеет место эффект наклепа выпуклых частей профиля как и в каблучковой футеровке [13]. Схема профиля волнистой футеровки представлена на рис. 4.
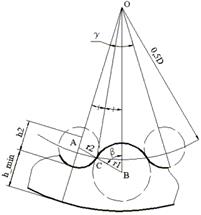
Рис. 4. Расчетная схема профиля волнистой футеровки
Профиль футеровки определяется диаметром ШБМ - D, шагом  и подъемом волны профиля
и подъемом волны профиля  . Алгоритм определения параметров профиля представлен на рис. 5.
. Алгоритм определения параметров профиля представлен на рис. 5.
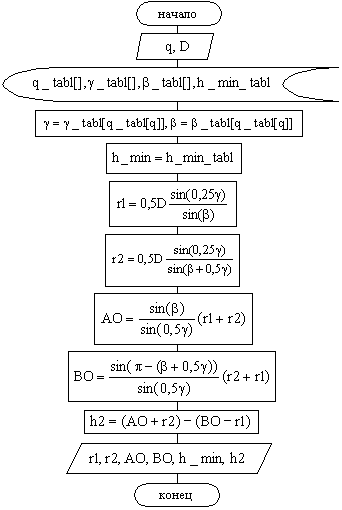
Рис. 5. Алгоритм определения параметров профиля футеровки
Значения и определяются по таблицам для различных материалов в зависимости от заданной удельной производительности q (рис. 5).
Дата добавления: 2017-04-05; просмотров: 1900;
Поиск по сайту
Узнать еще
- A. Трубопроводная обвязка окружения испарителя.
- Appeal –привлекательность.
- Arthropoda.Систематика.Тараканы и мухи.Географическое распространение.Основные представители.Морфология,развитие,патогенное действие.Медицинское знаение.Меры борьбы.
- ATTN-последовательность
- C. Расширительный бак.
- CIH — газораспределительный механизм с распределительным валом в головке блока цилиндров
- Cвойства определителей
- Cоциально-политическое развитие Киевской Руси. Деятельность первых древнерусских князей.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
