Заготовки для цилиндрических зубчатых колес
В зависимости от серийности выпуска и конструктивного исполнения применяют следующие виды заготовок:
1) Из проката – диаметром до 50 мм простой конфигурации – Е и МС производство.
2) Поковки, полученные свободной ковкой на ковочном молоте – Е, МС. Форма заготовки не соответствует форме готовой детали, но структура металла улучшается.
3) Штампованные заготовки в подкладных штампах, полученные на ковочных молотах, фрикционных и гидравлических прессах – С, МС. Заготовку деформируют с торца. Наружный контур приближается к контуру детали, отверстие чаще отсутствует.
4) Штампованные заготовки в закрепленных штампах, полученные на штамповочных молотах и ковочных прессах как в открытых (с облоем), так и в закрытых (без облоя) штампах в КС и М производствах.
Заготовки, полученные на механических ковочных прессах по сравнению со штамповкой на молотах получаются более точными, припуски меньше на 30%, конфигурация ближе к готовой детали. Производительность штамповки на прессах выше в 1,5 – 2 раза, работа происходит без ударов. Можно штамповать и прошивать отверстия (d более 30 мм. и  ).
).
Достигается размельчение зерен материала, что уменьшает шероховатость зубьев после нарезания.
5) Штампованные на ГКМ.Изготавливают заготовки зубчатых колес схвостовиком или с отверстием.
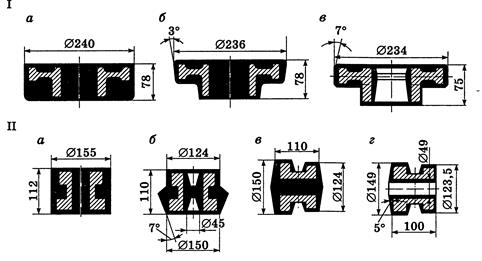
Рис. Заготовки зубчатых колес:
I – одновенцовых (а – поковка; б – штамповка в подкладном штампе; в – штамповка в закрепленном штампе); II – двухвенцовых (а – поковка; б – штамповка на молоте в торец; в – штамповка на молоте вдоль оси; г – штамповка на горизонтально-ковочной машине)
Кроме того, находит применение поперечно-винтовая прокатка круглыми валиками или плоскими плашками. По сравнению со штамповкой расход металла уменьшается на 10–15%, припуски на механическую обработку уменьшаются с 2,0…2,5мм. до 1,0…1,5мм.
Заготовки из чугуна и цветных сплавов (иногда стали) получают литьём. Получают зубчатые венцы 10–12 степени точности без последующей механической обработки для сельскохозяйственных и транспортных машин.
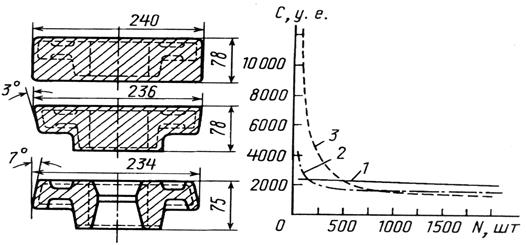
Рис. 1. Зависимость себестоимости С исходных заготовок для зубчатого колеса от метода изготовления и объема выпуска N:
1 – ковка; 2 – штамповка в подкладных штампах; 3 – штамповка в закрепленных штампах
Дата добавления: 2019-09-30; просмотров: 1410;
Поиск по сайту
Узнать еще
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- I тип реакций. Реакции, характерные для органических кислот.
- I. 5. Тесты для контроля знаний раздела I
- II раздел. Организация работы логопеда в группе для детей с ОНР
- III. Здания для проживания людей
- III. Тесты для самоконтроля студентов
- III. ТРЕБОВАНИЯ РКФ ДЛЯ ДОПУСКА СОБАК В ПЛЕМЕННОЕ РАЗВЕДЕНИЕ
- IV. Сложнолегированные сплавы для горячего изостатического прессования (ГИП).

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
