Процесс заготовки арматуры
Заготовку арматуры производят на арматурных дворах, планировку которых см. в разделе «Постройка железных дорог».
Основным принципом планировки арматурного цеха или мастерской и расположения механизмов и оборудования является обеспечение равномерного и непрерывного производственного потока.
На арматурном дворе в зависимости от требуемой производительности должны быть следующие механизмы: механический пресс для резки арматуры диаметром до 40 мм, ручные пресс-ножницы (фиг. 18) для резки арматурной стали диаметром 6 — 20 мм, электросварочные аппараты для стыковой сварки стержней и точечной сварки сеток и каркасов, механический станок для гнутья тяжёлой арматуры, ручные станки для гнутья лёгкой арматуры, лебёдки ручные или механические для вытяжки катанки, накладные ключи для гнутья лёгкой арматуры и др.
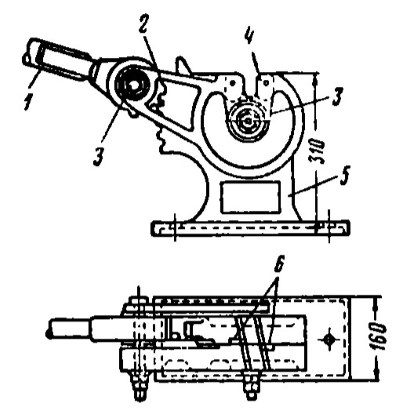
Фиг. 18. Ручные пресс-ножницы: 1 — рукоятка; 2 - зубчатка; 3 - валик с гайкой и контргайкой; 4 - подвижная щека; 5 - неподвижная щека; 6 - ножи
Для стыковой сварки стержней применяются машины АСА-30, АСА-60 и АСА-100. Для точечной сварки сеток и каркасов применяются точечные машины АТА-20, АТА-40 и др. Характеристику арматурных станков см. раздел «Строительные машины», а сварочных аппаратов в главе «Сварочные работы».
Схема организации рабочего места по резке и механическому гнутью арматуры показана на фиг. 19. Станок для гнутья устанавливают между двумя роликовыми столами; на стол № 5 складывают нарезанные и подготовленные для гнутья прутья. После гнутья заготовленная арматура увозится по узкой колее к месту укладки.
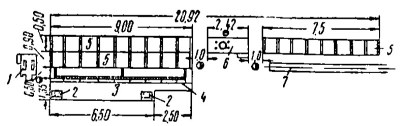
Фиг. 19. Организация рабочего места по заготовке арматуры: 1 — станок для резки; 2 - станок для выпрямления; 3 - стол для складывания нарезанной арматуры; 4 - мерная рейка и узкий роликовый стол; 5 — роликовые столы; 6 — станок для гнутья; 7 — узкоколейный путь
Организация рабочего места по сварке стыков показана на фиг. 20. Сварка стыков производится звеном из пяти человек, состоящих из одного сварщика и четырёх рабочих, из которых двое обслуживают сварщика, а двое работают на зачистке концов стержней. После сварки стержни идут на дальнейшую обработку.
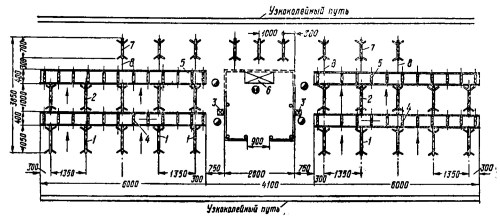
Фиг. 20. Организация рабочего места при сварке арматуры: 1 и 2 — большие козелки; наждачные точила; 4 и 5 — рольганги; 6 — стыковой электросварочный аппарат; 7 — малые козелки; 8 — скаты
Разметка стержней облегчается применением мерных реек, которые крепятся к роликовым столам и станку.
Для одновременного гнутья большого числа прутьев применяют держатель стахановца Кобякова (фиг. 21).
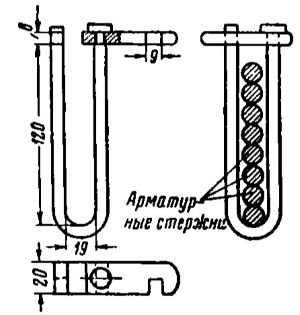
Фиг. 21. Держатель т. Кобякова: слева - держатель в открытом виде, справа — держатель с заложенными в нём стержнями
Размотку и вытяжку катанки на арматурных дворах производят при помощи самотасок и приспособлений, предложенных стахановцами Буриным, Генераловым, Бутовым и др. Схема расположения устройств для скручивания и свивания арматурной стали по методу Бурина показана на фиг. 22.
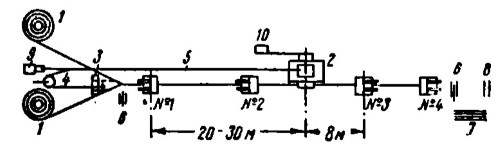
Фиг. 22. Схема установки для скручивания и свивания арматурной стали по методу Бурина: 1 - вертушки; 2 - лебёдка; 3 — натяжное коромысло; 4 — ролик; 5 - натяжной трос; 6 —ручные пресс-ножницы для резки; 7 — готовая скрученная арматура; 8 - передвижной упор, 9 - вертикальный ролик; 10 — мотор; № , № 2, № 3 и № 4 - зажимы Бурина
Гнутьё лёгкой арматуры производят большей частью вручную накладными ключами или на ручных станках.
Стержни диаметром 6 — 8 мм и готовые арматурные сетки, применяемые для армирования плит, сводов, оболочек и т. д., отгибают непосредственно на опалубке накладными ключами.
Заготовку больших партий одинаковых прутьев производят по специальным шаблонам и на ручных станках.
Сборка и установка арматуры. Сборка арматуры состоит из вязки или сварки плоских каркасов в арматурной мастерской и сборки их на месте установки в опалубке. Для ускорения вязки арматуры применяются специальные автоматы-арматуровязы, которые состоят из спирального стержня с крючком и ручки. Арматуровязы выпускаются двух типов: тип I и тип II. Тип I имеет одну ручку и работает автоматически под действием пружины. Тип II имеет две ручки, из которых одна подвижная. При перемещении подвижной ручки по спирали происходит вращение крючка и вязка арматуры.
При замене сечений стержней другими необходимо соблюдать следующие правила.
1. Площадь сечения круглых стержней при их замене не должна отличаться более чем на 5% в ту или другую сторону.
2. Диаметры стержней могут отличаться от проектных размеров (в обе стороны): для арматуры диаметром 10—12 мм не более чем на 2—4 мм и диаметром 16—40 мм не более чем на 4—6 мм.
3. Площадь сечения отогнутых стержней при замене на стержни другого диаметра должна соответствовать площади сечения отгибов по чертежу (отклонение ± 10%).
4. Замена круглой стали квадратной или полосовой производится в соответствии с п. 1. В конструкциях, работающих на изгиб, полосовая сталь устанавливается с таким расчётом, чтобы её момент сопротивления был равен моменту сопротивления круглой стали.
5. Круглые стержни заменяются витой арматурой в соответствии с инструкцией Наркомстроя И-Т-40, а при замене сплющенной арматурой руководствуются «Инструкцией по приёмке и применению сплющенной арматуры периодического профиля» (И-72-42).
Нормы фронта работ и состав звеньев приведены в табл. 44. Для баков, цистерн, резервуаров, бункеров и т. д. фронт работ и состав звеньев принимают в соответствии с размерами этих конструкций и нормами табл. 44.
Набор инструментов для установки арматуры на 10 арматурщиков:
Дата добавления: 2024-09-19; просмотров: 522;
Поиск по сайту
Узнать еще
- Атмосферные процессы в смежных районах северного полушария
- Влияние тропосферных процессов на процессы в стратосфере
- Внешние (экзогенные) процессы. План, карта, аэрофотоснимок, космический снимок
- Естественный эрозионный процесс
- Железнодорожное строительство. Строительные работы и процессы
- Заготовки кормов. Сушка сена активным вентилированием
- Запись и воспроизведение звука. Процесс записи
- Комплексная система стандартизации и унификации микропроцессоров и микро-ЭВМ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
