Выбор баз и определение последовательности обработки
Изготовление зубчатых колес, имеющих ступицу с достаточным диаметром и длиной отверстия (тип I, II), начинается с обработки отверстия (двойная направляющая база) и базового торца (опорная база). Все остальные операции: токарные, зубонарезные, зубошлифовальные – выполняются от подготовленного комплекта баз.
Изготовление плоских зубчатых колес типа дисков (III) или венцовых (IV) начинается с обработки базового торца (установочная база) и отверстия (двойная опорная база).
Изготовление зубчатых колес типа валов (тип V) начинается с обработки торцов и сверления центровых отверстий.
Таким образом, на первых операциях обрабатываются те поверхности, которые в дальнейшем будут использованы в качестве технологических баз.
Вопрос о дальнейшем маршруте обработке и базировании связан со служебным назначением и точностью зубчатого колеса, определяемыми технологическими условиями.
Маршрут изготовления зубчатых колес 5–6 степени точности заканчивается шлифованием зубьев (черновое и чистовое) колеса, установленного на точную оправку, а маршрут изготовления колес 7–8 степени точности – в основном шевингованием профиля зубьев до ТО, калибровкой отверстия и снятием заусенцев после ТО. Зубошлифование применяется только при сильном короблении зубьев при ТО.
Базирование по отверстию должно обеспечить получение наиболее точных размеров, связывающих диаметр начальной окружности (делительной окружности) колеса с центром базового отверстия, а именно обеспечить её наименьшее биение. Это достигается наиболее короткой технологической цепью, определяющей соосность отверстия и начальной окружности.
При конструкции колеса с круглым (цилиндрическим) отверстием без шлицев наименьшее биение начальной окружности колеса достигается шлифованием зубьев при установке на точной оправке по шлифовальному отверстию. Оправка разжимная или легкоконусная (1:100–1:1000).
Если конструктивно предусмотрено прямобочное или эвольвентное шлицевое соединение, то колесо может центрироваться по наибольшему или наименьшему диаметру отверстия или по боковым поверхностям. Одновременно центрировать по трем поверхностям невозможно, т.к. затруднительно обеспечить требуемую точность даже при обработке отверстия комбинированной протяжкой.
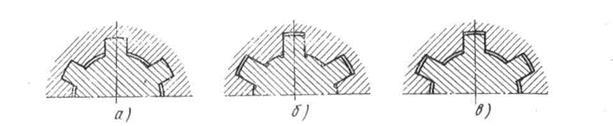
Рис. Центрирование шлицев с прямобочным профилем:
а - по внешнему диаметру и боковым поверхностям, б – по внутреннему диаметру и боковым поверхностям, в - по боковым поверхностям
При базировании колеса по большему диаметру шлицев после ТО (цементация, закалка, отпуск) необходимо устранить возникшую погрешность калибровкой или хонингованием. Для выполнения калибровки твердость поверхности после цементации должно быть не более HRC 54. Поэтому отверстие перед цементацией или омедняют или закрывают шайбами с применением раствора жидкого стекла. Хонингование отверстия по большому диаметру производят хоном со шлицами несколько уже, чем шлицевые пазы отверстия. Это позволяет хону совершать повороты вправо и влево при перемещении вдоль оси отверстия. У сопрягаемого шлицевого вала необходимо шлифовать только наружную поверхность.
Если же колесо базируется по малому диаметру, то шлицевое отверстие по внутреннему диаметру шлифуют на внутришлифовальном станке. В этом случае сопрягаемый вал требуется шлифовать по впадине шлицев на шлицешлифовальном станке. Это трудоемкий процесс, но обеспечивается высокая точность.
Дата добавления: 2019-09-30; просмотров: 1261;
Поиск по сайту
Узнать еще
- D-дисплеи на базе ЖК
- I. Определение и структура методов обучения.
- I. Определение условий выполнения рукописи.
- I. Определение, виды радиоактивности, радиоактивные семейства
- I. Погрешности механической обработки. Точность обработки. Методы их расчёта
- II. Базовые понятия музыкальной акустики
- III. Разработка базовых конкурентных стратегий и стратегий роста предприятия.
- IV. Выбор способа ориентации изображения.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
