Приближенный (справочный) метод
1) Выбирается станок для данных условиях резания (обрабатываемый материал, вид обработки (чистовой или черновой), требования к качеству обрабатываемой поверхности, диаметр обрабатываемой поверхности).
Выбирается инструмент (резец), тип резца, его размер, марку материала режущей части и геометрию резца.
2) По таблице выбираем глубину резания.
3) По таблице выбираем подачу.
При чистовой обработке подача ограничивается максимально допустимой величиной шероховатости. При черновой обработке максимально допустимая подача ограничивается жесткостью системы СПИД и прочностью механизма подачи станка.
4) выбирается по таблице стойкость режущего инструмента.
5) По выбранным параметрам выбирается расчетная скорость:
6) Подсчитывается необходимая частота вращения:
Корректируем по станку nст в меньшую сторону (< nр)
7) Подсчитываем фактическую скорость резания:
8) По таблице находим силу резания Pz;
9) Определяется потребная мощность:
10) Проверяется, обеспечивается ли условие:
11) Определяется Nдв из условий:
Пример: Определить основное (машинное) время наружного обтачивания цилиндрического вала диаметром 100 мм и длиной 600 мм из углеродистой конструкционной стали (σв=850 МПа), резцом из быстрорежущей стали Р18, с углом в плане φ = 45º и заданным периодом стойкости Т =30 мин. Обработка производится со следующими режимами резания: глубина резания t= 5мм, подача s=0,5 мм/об.
1. Определяем скорость резания Vдля нормативных условий (Т = 60 мин, σв=750 МПа) :
 =
=  = 40,5 м/мин
= 40,5 м/мин
2. Определяем скорость резания для заданных условий:
V30 = V60∙кт∙км= 40,5∙1,085∙0,8 =35 м/мин
кт =  =1,085
=1,085
км=  =0,8
=0,8
3. Определяем частоту вращения шпинделя по расчетной скорости V30:
пр =  =
=  = 111 мин -1
= 111 мин -1
4. По паспорту станка выбираем ближайшее меньшее значение пст ≤ пр :
пст =110 мин -1 (об/мин)
5. Определяем основное (машинное) время наружной обработки вала:
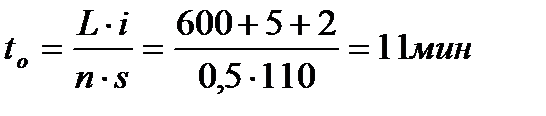
где: L- общий путь резца, мм; L= у + у1;
у -величина врезания резца, мм. = t∙ctgφ. (рис. 67.)
у1- перебег резца, мм. у1 = 1…3 мм.
Дата добавления: 2017-02-13; просмотров: 1583;
Поиск по сайту
Узнать еще
- He рекомендуем использовать данный метод, если в дальнейшем будет необходимость прибегнуть к отгибу приборной панели.
- I. История открытия и методы исследования вирусов
- I. Расчёт методом контурных токов.
- I. Судовождение, основанное только на лоцманском методе.
- II. Категории и методы политологии.
- II. Общие методические принципы в канистерапии
- II. Расчёт методом суперпозиции.
- II. Судовождение с использованием лоцманского метода и графического счисления пути судна.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
