Скорость резания при точении, допускаемая режущими свойствами (стойкостью) резцов
Скорость резания является основным параметром обработки материалов резанием. Увеличение скорости резания V приводит к уменьшению tо основного (машинного) времени, и, соответственно, производительности обработки. Однако скорость резания нельзя назначать без учета конкретных условий обработки, так как при ее увеличении резко возрастет износ инструмента. Результатом бесконтрольного увеличения скорости резания является снижение его стойкости — машинного времени работы инструментом от переточки до переточки (или до определенной величины износа). Зависимость между скоростью резания V и стойкостью Т устанавливается из кривых износа резцов при различных скоростях резания (рис. 54).
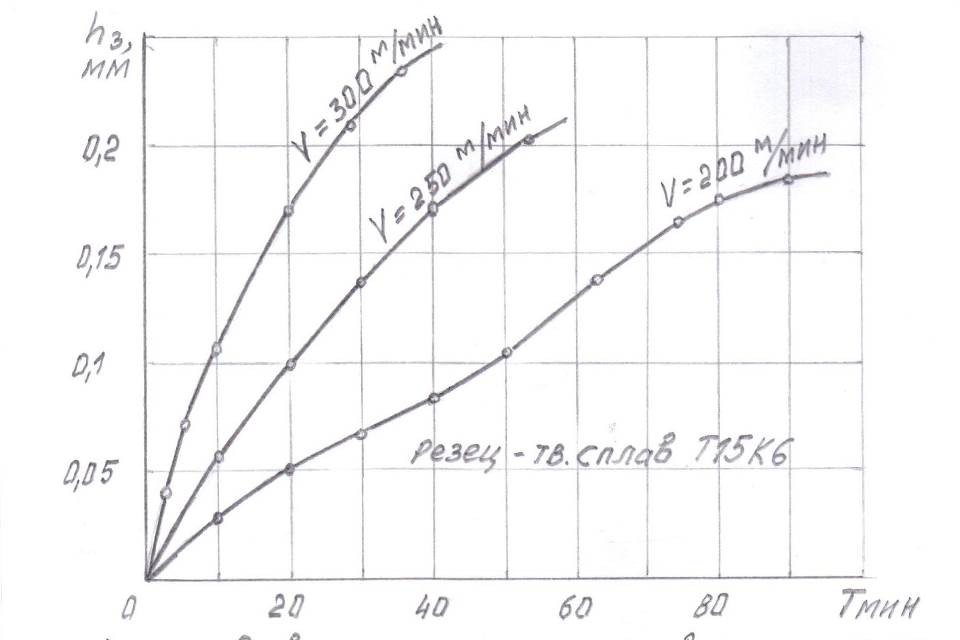
Рис. 54. Зависимость износа от времени работы при различных скоростях резания (сталь 18Х2Н4ВА)
Математически эта зависимость выражается так:  (4)
(4)
где: Т — стойкость в мин, соответствующая данной скорости резания V;
m — показатель относительной стойкости, характеризующий влияние стойкости на скорость резания;
СV — постоянная величина, зависящая от условий обработки (материала резца и заготовки, охлаждения, сечения среза и др.).
Если построить график зависимости V – T в простых координатах, получим кривую (рис. 55, а) из которой определить показатель степени m невозможно.
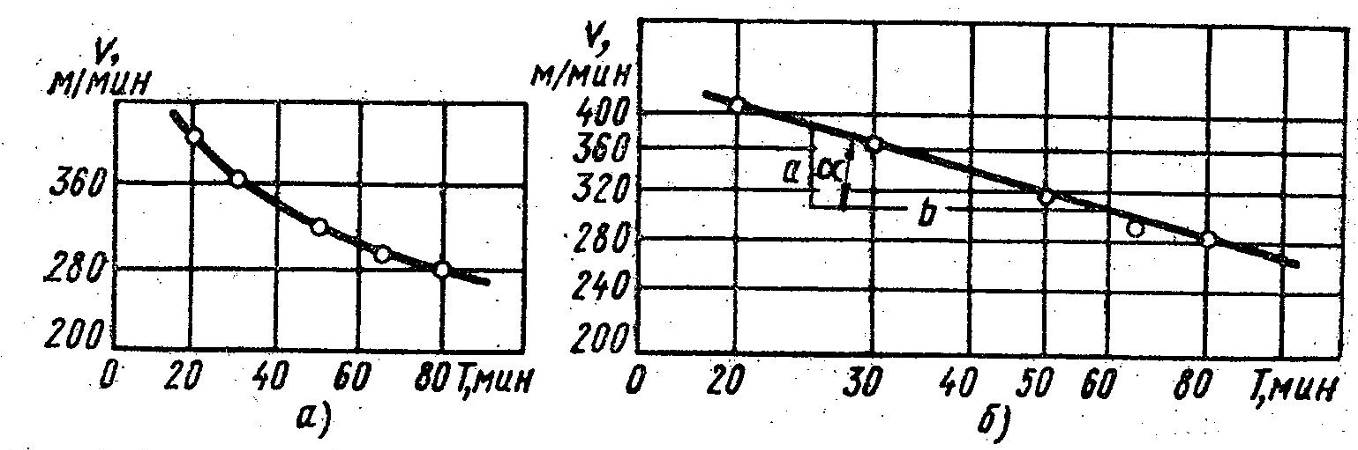
Рис. 55. Зависимость между скоростью резания и стойкостью:
а)– в простых координатах; б) – в логарифмических координатах
(Обработка стали 45; sв = 750 МПа; резец Т15К6; t × s=2 мм× 0,4 мм/об)
Логарифмируя выражение (4), получим:  (5)
(5)
т. е. в логарифмических координатах зависимость между скоростью резания и стойкостью выражается уравнением прямой линии, тангенс угла наклона которой и есть показатель относительной стойкости (рис. 55, б):
Показатель относительной стойкости характеризует степень изменения скорости резания с изменением стойкости резца. Он определяется опытным путём и зависит от обрабатываемого металла, материала режущей части резца, толщины среза, вида и условий обработки. Чем ниже износостойкость материала режущей части инструмента и тяжелее условия резания, тем меньше величина m. Для резцов из быстрорежущей стали m = 0,125, для резцов, оснащённых пластинками твёрдых сплавов m = 0,125…0,3 (mср = 0,2) .
Зная стойкость Т1 при скорости V1, по указанной выше зависимости можно определить стойкость Т2, при скорости V2 (при прочих одинаковых условиях резания) или скорость V2 при стойкости Т2.
Из уравнения (1),  следует, что:
следует, что:  , т.е.
, т.е.  ,
,
откуда:  или
или 
С помощью уравнения (2) можно решать практические задачи: зная скорость резания V1, и соответствующую ей стойкость T1, можно определить скорость резания V2, задавшись стойкостью T2.
В практике скорость резания V определяется по эмпирической зависимости:

Стойкость инструмента влияет на производительность и на себестоимость обработки. Чем большую скорость резания допускает инструмент при одной и той же стойкости, тем выше его режущие свойства, тем он более производителен.
В зависимости от условий обработки, конструкции режущего инструмента и станка, общего технологического уровня производства и технико-экономических условии эксплуатации станка и инструмента значения стойкости соответствующей ей скорости резания должны быть различными. Так стойкость фасонного резца, как более сложного, должна быть выше, чем токарного резца.
При многоинструментальной обработке (на автоматах и полуавтоматах), когда замена затупленного инструмента и его подналадка связаны с большой затратой времени и труда, стойкость инструмента должна быть выше, чем для одноинструментальной. Еще большая величина стойкости (одна-две смены) устанавливается в автоматических линиях, так как здесь замена затупленного инструмента на одном станке практически приводит к остановке (простою) всех станков линии. На практике, в нормальных условиях, при назначении скорости резания используют оптимальную стойкость.
Оптимальная стойкость.— стойкость режущего инструмента, при которой общая сумма затрат общественного труда при выполнении той или иной технологической операции будет наименьшей. При работе инструментом с оптимальными режимами резания, соответствующими величине оптимальной стойкости и обеспечивающими получение высокого качества обработанной поверхности, себестоимость обработки будет наименьшей. Для обычных токарных резцов, оснащенных твердым сплавом, при одноинструментной обработке оптимальная стойкость Т =30…60 мин. Если при Т = 60 мин допускаемую твердосплавным резцом скорость резания принять за единицу, то для другого значения стойкости эта скорость в количественном отношении выразится следующими поправочными коэффициентами Кт:
| Стойкость резца Т в мин | |||||
| Коэффициент КТ | 1,15 | 1,06 | 1,0 | 0,92 | 0,87 |
С учетом коэффициента КТ, зная допускаемую скорость резания при стойкости 60 мин, скорость резания для некоторой стойкости Т:
Vт = V60 · Кт, м/мин
Дата добавления: 2017-02-13; просмотров: 4424;
Поиск по сайту
Узнать еще
- Appeal –привлекательность.
- Applications (приложения)
- Cила резания при точении
- Cущность организации и ее основные признаки
- D-технология построения чертежа. Типовые объемные тела: призма, цилиндр, конус, сфера, тор, клин. Построение тел выдавливанием и вращением. Разрезы, сечения.
- D-элементы, их применение в медицине и фармации.
- F50 Расстройства приема пищи
- He рекомендуем использовать данный метод, если в дальнейшем будет необходимость прибегнуть к отгибу приборной панели.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
