Повышение производительности труда при точении
Производительность труда на металлорежущих станках достигается как за счет совокупности технических и организационных мероприятий, позволяющих снизить основное (машинное) и вспомогательное время обработки детали, так и за счет улучшения процесса резания. Производительность труда рабочего за смену определяется по формуле:
 ,
,
где: Q – количество деталей, изготовленных за смену;
Тс – продолжительность смены, мин;
tшт–норма штучного времени, мин.
tшт= tо+ tв+ tорг+ tотд ,
где: to –основное технологическое (машинное) время, мин;
t0 =  ,
,
где: L – длина прохода, i – количество проходов, n – частота вращения, s– подача;
tв - вспомогательное время, затрачиваемое на установку и снятие обрабатываемой детали, смену режущего инструмента, измерение детали, управление станком, определяется по справочнику нормировщика, мин.
tорг -время, затрачиваемое на организационное и техническое обслуживание рабочего места в течение смены (инструктаж мастера, подготовка и наладка станка в начале работы, уборка и смазка станка после работы), принимается в процентах от оперативного времени. tопер = tо+ tв; tорг = (4…8)%∙tопер
tотд –время перерыва на отдых и естественные надобности, tотд = 2,5%∙ tопер
В формуле основного времени произведем замену его составляющих:
число проходов: i =  , где: h – припуск на сторону, t – глубина резания;
, где: h – припуск на сторону, t – глубина резания;
частота вращения: n =  и выразим основное время через составляющие, получим: t0 =
и выразим основное время через составляющие, получим: t0 = 
График зависимости основного toи вспомогательного времени tвот скорости резания Vприведен на рис. 62, а штучного времени tштот V– на рис. 63.
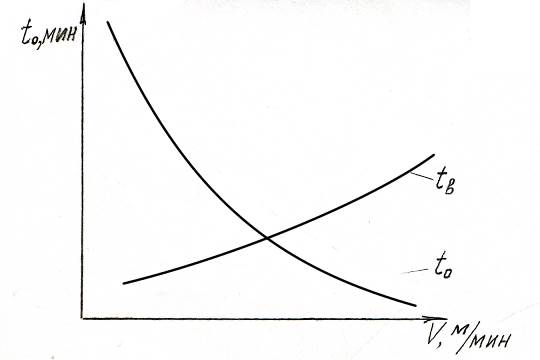
Рис. 62. Зависимость основного и вспомогательного времени от скорости резания.
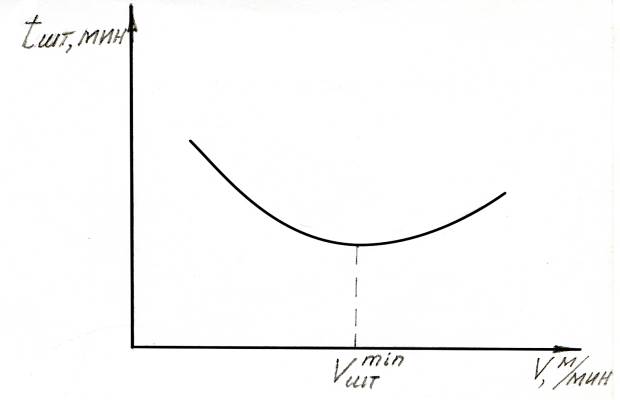
Рис. 63. Зависимость штучного времени от скорости резания.
Расчетная производительность в единицу времени выражается формулой: Qp =  ,
,
которая после подстановки t0 , приобретет вид: ,Qp= 
В этой формуле величиной А обозначена составляющая, не изменяющаяся в процессе одного прохода
 = A=const, формула расчетной производительности приобретет вид:
= A=const, формула расчетной производительности приобретет вид:
Qp= 
Из данного уравнения видно, что увеличивать расчетную производительность можно только за счет переменных составляющих: V, s, t.
Глубина резания t при точении регламентируется припуском на обработку и количеством проходов, которое, в свою очередь, определяется требуемым качеством обрабатываемой поверхности. Реальное повышение производительности возможно за счет увеличения:
1. Скорости резания (скоростное резание),
2. Подачи (силовое резание).
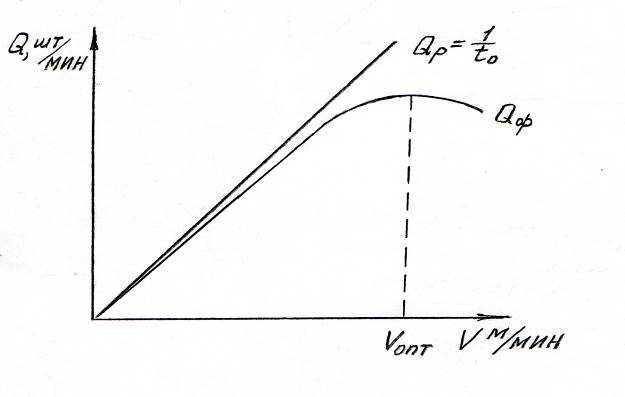 Под скоростным резанием понимается такое резание, когда критерием оптимизации является рациональное использование режущего инструмента с точки зрения стойкости. При скоростном резании необходимо, чтобы при увеличении скорости резания, уменьшилось не только основное, но и штучное время. При этом возрастает не только расчетная, но и фактическая производительность (Рис. 64.)
Под скоростным резанием понимается такое резание, когда критерием оптимизации является рациональное использование режущего инструмента с точки зрения стойкости. При скоростном резании необходимо, чтобы при увеличении скорости резания, уменьшилось не только основное, но и штучное время. При этом возрастает не только расчетная, но и фактическая производительность (Рис. 64.)
Qр – расчетная производительность;
Qф – фактическая производительность.
Рис. 64. Зависимость производительности от скорости резания.
Силовое резание – это резание, при котором при определенной скорости резания увеличивается подача. При силовом резании с большими подачами для обеспечения заданной шероховатости необходимо применять специальный резец с дополнительной режущей кромкой, представленный на рис. 65.
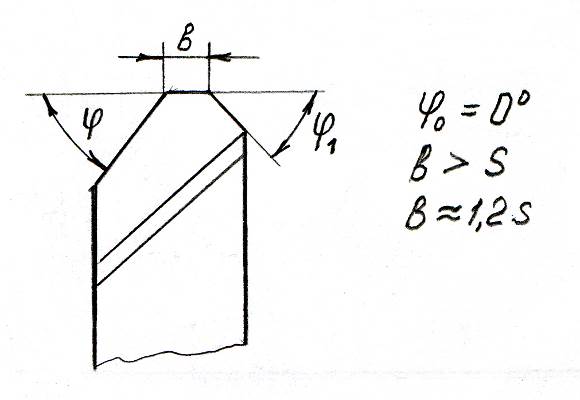
Рис. 65. Геометрия резца для обеспечения силового резания
Таблица .15. Режимы при скоростном и силовом резании стали 45 (σв=750МПа)
| Cкоростное резание, м/мин | Cиловое резание, м/мин |
| V = 120…300 м/мин | V = 70…150 м/мин |
| t =1…7 мм | t = 0,5…1,5 мм |
| s =0,1…0,8 мм/об | s = 1…3 мм/об |
| T = 50…60 мин | T = 20…45 мин |
Дата добавления: 2017-02-13; просмотров: 2774;
Поиск по сайту
Узнать еще
- A. Повышение температуры кипения
- Appeal –привлекательность.
- Applications (приложения)
- Cила резания при точении
- Cущность организации и ее основные признаки
- D-технология построения чертежа. Типовые объемные тела: призма, цилиндр, конус, сфера, тор, клин. Построение тел выдавливанием и вращением. Разрезы, сечения.
- D-элементы, их применение в медицине и фармации.
- F50 Расстройства приема пищи

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
