И силовой многоугольник (б)
Упрощённый расчёт рычажных зажимных устройств (без
учёта сил трения) можно вести из условия равновесия рыча-
гов под действием создаваемых силами Рпр и W моментов
относительно осей вращения. Для зажимных устройств, пред-
ставленных на рисунке 9.6, условие равновесия без учёта
сил трения выражается равенством
отсюда 
а% Коэффициент усиления (передаточное отношение сил):
|
| Рис. 9.7 Схемы для расчёта эксцентрикового устройства на самоторможение (а) и силы, привода на рукоятке(б) '>"•'■■ |
Эксцентриковые зажимные устройства используются в
сложных зажимных системах и приспособлениях тискового
типа. Реже применяются и для непосредственного зажима за-
готовок. Эксцентрики могут быть с цилиндрической (круглые)
и криволинейной рабочей поверхностями. Наибольшее распро-
странение из-за простоты изготовления получили круглые эк-
сцентрики в виде дисков. Исходными данными для определе-
ния основных размеров эксцентриков являются: допуск 5 раз-
мера заготовки от её установочной базы до места приложения
зажимной силы; угол аэ поворота эксцентрика от нулевого
(начального) положения; сила W зажима заготовки. Основны-
ми конструктивными параметрами являются (рис. 9.7): экс-
центриситет е; диаметр d = 2г и ширина Ъэ цапфы (оси); на-
ружный диаметр D3 = 2d3; ширина рабочей части Вд.
При отсутствии ограничения угла поворота эксцентрика
его эксцентриситет определяется по выражению
где sx — зазор, обеспечивающий свободную установку заго-
товки под эксцентрик (обычно принимается sx = 0,2...0,4), мм;
s2 — запас хода, учитывающий неточность изготовления
и износ эксцентрика и предотвращающий переход его через
мёртвую точку (обычно s2 = 0,4...0,6), мм;
8 — допуск размера заготовки, мм;
W_
"7" — запас хода эксцентрика для компенсации упругих
h
отжатий зажимного устройства, мм;
W — сила зажима, Н;
ji — жёсткость системы зажима заготовки в приспособ-
лении (обычно jx = 12000...13000), Н/мм.
С учётом средних значений s1n s2 выражение принимает
вид: 
Эксцентриситет е при ограничении угла поворота аэ (зна-
чение аэ значительно меньше 180 °) можно определить по
формуле
Радиус цапфы г = d3/2 эксцентрика при заданной шири-
не Ьэ из условий работы на смятие:
О'-у
4-: 
где W — сила зажима, Н;
[асм\ — допускаемое напряжение смятия, можно прини-
мать для стальных пар [стсм] = 150...400, МПа.
Диаметр D3 эксцентрика определяется из условий само-
торможения, для наилучшего обеспечения которого рекомен-
дуется выдерживать равенство D9Je = 14 (условие самотор-
можения будет выполняться до значения этого отношения,
равного 20). Поэтому диаметр эксцентрика при ориентиро-
вочных расчётах можно принимать D9 = (14...20)е.
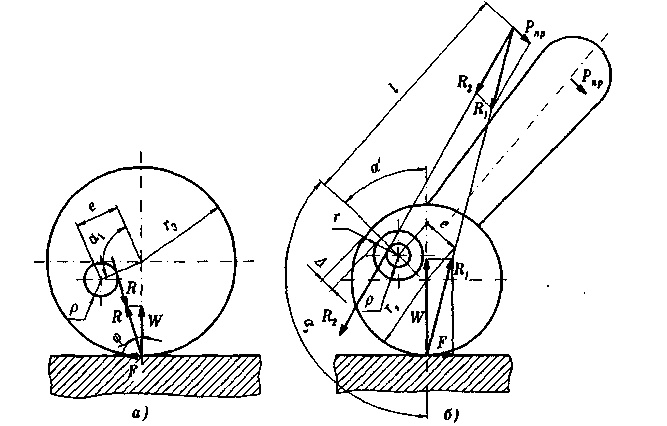
При более точных расчётах радиус эксцентрика г3 в усло-
виях обеспечения самоторможения механизма находится из
рассмотрения действующих на эксцентрик сил (рис. 9.7). Из
схемы (рис. 9.7, а) следует, что равнодействующая реакция
заготовки (равна силе зажима W) и силы трения F в контак-
те эксцентрика с заготовкой должна быть равна и противо-
положно направлена реакции со стороны цапфы эксцентри-
ка. Последняя должна проходить по касательной к кругу
трения радиусом р (р = rf), здесь г — радиус цапфы, мм;
/' — коэффициент трения покоя в цапфе, для полусухих по-
верхностей /'= 0Д2...0Д5; угол трения покоя <р= 6...8. Тогда
где Л — толщина перемычки (рис. 9.7, б), мм.
Угол ах поворота (рис. 9.7, а) для наименее выгодного
положения по условиям самоторможения можно определить
по формуле:
Ширина Вэ рабочей  части эксцентрика может определять-
части эксцентрика может определять-
ся из формулы:
где [<т] — допускаемое напряжение в месте контакта эксцент-
рика с заготовкой, для закаленных сталей [<т] = 800... 1200 МПа;
W — сила зажима, Н;
Ei, E2 — модули упругости соответственно материалов
эксцентрика и соприкасающейся с ним детали приспособле-
ния или заготовки (для сталей Е = 2 • 105...2,2 • 105), МПа;
А*1> А*2 — коэффициенты Пуассона соответственно для ма-
териалов эксцентрика и контактирующего элемента (для ста-
лей ц = 0.25...0.3).
При Ei = Е2 = Е и Hi = ц2 = 0,25
откуда:
Полученные расчётом размеры круглого эксцентрика (е,
г, Ьэ, гэ, Вэ) необходимо увязать со стандартными размерами.
В заключение необходимо установить зависимость меж-
ду потребной силой зажима W и моментом на рукоятке экс-
центрика М = Рпр1 (рис. 9.7, б). Из условия равновесия меха-
низма следует, что сумма моментов всех действующих сил
относительно оси поворота эксцентрика равна нулю, т.е.:

где а' = 180 ° - a;
,r f — коэффициент трения в зоне контакта эксцентрика и
заготовки.
Для получения упрощённого уравнения равновесия при-
нимается:
Полученная приближенная формула позволяет определять
значение приводного момента М = Рпр1 с точностью до 10 %,
что вполне допустимо. При заданном I:

По приведённому упрощённому уравнению можно опре-
делять I при заданной Рпр или развиваемую существующим
устройством силу W.
Центрирующие установочно-зажимные устройства выпол-
няют одновременно функции установочных и зажимных эле-
ментов. Поэтому установочные элементы таких механизмов
должны быть подвижными в направлении зажима, а для
сохранения установочных свойств закон их относительного
перемещения должен быть задан и реализован в конструк-
ции приспособления с достаточной точностью. К самоцент-
рирующим устройствам относятся патроны (трёхкулачковые,
цанговые, клиноплунжерные, клиношариковые, мембранные,
упругие с гидропластмассой); тиски с реечнозубчатыми или
винтовыми механизмами; оправки с различными разжим-
ными элементами. В качестве установочно-зажимных эле-
ментов устройств используются кулачки, цанги, призмы,
шарики, гофрированные кольца, тонкостенные втулки, та-
рельчатые пружины и т.п.
В машиностроительном производстве наиболее часто ис-
пользуются трёхкулачковые и цанговые патроны, различные
оправки. Расчёт трёхкулачковых патронов в зависимости от
конструкции может сводиться к расчёту одного или несколь-
ких из рассмотренных выше механизмов.
Цангами называются разрезные пружинящие втулки,
которые могут центрировать заготовки по внешним и внут-
ренним цилиндрическим поверхностям. На рисунке 9.8.
а, б приведены конструкции цанговых механизмов для цен-
трирования заготовок по наружной поверхности. Продоль-
ные прорези превращают каждый лепесток Цанги в кон-
сольно закрепленную балку, которая получает радиальные
упругие перемещения при продольном движении за счёт
взаимодействия конусов цанги и корпуса. Так как ради-
альные перемещения всех лепестков цанги происходят од-
новременно и с одинаковой скоростью, то механизм при-
обретает свойство самоцентрирования. Число лепестков
цанги зависит от её рабочего диаметра d и профиля заго-
товок (рис. 9.8, в). При d <, 30 мм цанга имеет три лепест-
ка, при 30 < d < 80 мм — четыре, при d > 80 мм — шесть
лепестков. Для сохранения работоспособности цанги де-
формация её лепестков не должна выходить за пределы
упругой зоны. Это определяет повышенные требования к
точности выполнения диаметра базовой поверхности заго-
товки, который должен быть выполнен не грубее 9-го ква-
литета точности.
Каждый лепесток цанги представляет собой односкосный
клин (рис. 9.8, а, б, г). Поэтому для приближённого расчёта
силы тяги (привода) Рпр цанги можно пользоваться форму-
лами для расчёта клина. Но рассчитанная таким образом сила
тяги не будет полностью соответствовать фактически потреб-
ной силе Рпр, так как она должна затрачиваться и на дефор-
мацию лепестков цанги на величину у, равную половине за-
зора между цангой и заготовкой.
Силу тяги (привода) цанги Рпр при работе без упора мож-
но определять по формуле:

ще W — потребная сила зажима заготовки, Н;
W — сила сжатия лепестков цанги для выбора зазора
между её губками и заготовкой, Н;
а — половина угла конуса цанги, град;
«Pi — угол трения в стыке конических поверхностей цан-
ги и корпуса, град.
Силу W можно найти из рассмотрения зависимости про-
гиба консольно закреплённой балки (одного лепестка) с вы-
летом I (рис. 9.8, г): 
Тогда для всех лепестков:
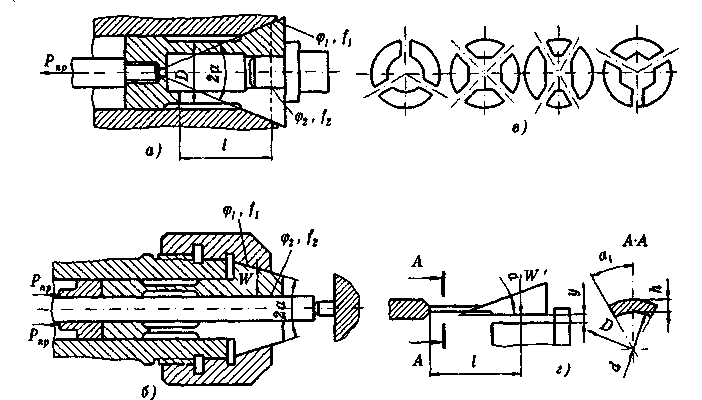
Рис. 9.8 Цанговые механизмы:
а — с цангой, работающей на растяжение; б — с цангой,
работающей на сжатие; в — разновидности цанг;
г — расчётная схема
где Е — модуль упругости материала цанги (можно прини-
мать для стальных цанг Е = 2 • 10...2,2 • 10 МПа);
i — момент инерции сектора сечения (тонкого кольца)
цанги в месте заделки лепестка, мм);
у — стрела прогиба лепестка, мм: у = s/2 (здесь s —
радиальный зазор между цангой и заготовкой, мм);
I — длина (вылет) лепестка цанги от места заделки до
середины конуса, мм.
Момент инерции сектора сечения лепестка цанги
(рис. 9.8, г) определяется по формуле:

где D — наружный диаметр поверхности лепестка в месте
сечения, мм;
h — толщина стенки лепестка, мм;
ctj — половина угла сектора лепестка цанги, рад.
Если принять Е = 2,2 • 105 МПа и у = s/2, то расчёт W
можно вести по формулам:
для трёхлепестковой цанги 
для четырёхлепестковой цанги 
При наличии осевого упора сила тяги (привода):

где <р2 — угол трения в контакте между цангой и заготовкой.
Рассчитывать Рпр можно по коэффициенту усиления, т.е.
где ky — коэффициент  усиления (передаточное отношение
усиления (передаточное отношение
сил:  , принимается по таблице 9.5.
, принимается по таблице 9.5.
Таблица 9.5
Характеристика цанговых механизмов
| Схема зажима | Характе- ристика | Половина угла конуса цанги а, град | |||||||
| Зажим без осе- вого упора | ку | 7,23 | 5,23 | 3,53 | 2,63 | 1,67 | 1,16 | 0,97 | 0,82 |
| кпд | 0,25 | 0,46 | 0,62 | 0,71 | 0,78 | 0,81 | 0,82 | 0,82 | |
| Зажим с осевым упором | ку | 4,20 | 3,44 | 2,61 | 2,08 | 1,49 | 1,03 | 0,89 | 0,75 |
| кпд | 0,15 | 0,31 | 0,46 | 0,56 | 0,65 | 0,72 | 0,73 | 0,75 |
9.4 Выбор и расчёт приводов
В создаваемых приспособлениях следует стремиться к
замене ручного труда механизированным. Для этого в при-
способлениях используются приводы, которые могут быть
пневматическими, гидравлическими, пневмогидравлически-
ми, магнитными, электромеханическими, центробежно-инер-
ционными, от сил резания (энергия привода главного дви-
жения станков), от движущихся элементов станков. С при-
менением механизированных приводов облегчается труд ра-
бочих, создаются более стабильные по значению зажимные
силы, обеспечивается возможность автоматизации процессов
обработки, повышаются быстродействие приспособлений и
производительность оборудования. Наиболее часто в приспо-
соблениях используются пневматические, пневмогидравли-
ческие, электромоторные приводы.
Пневматические приводы могут быть поршневыми, ди-
афрагменными, сильфонными и вакуумными. Поршневые и
диафрагменные пневмоприводы подразделяются: по схеме
действия — на односторонние и двусторонние; по методу ком-
поновки с приспособлением — на прикреплённые, встроен-
ные и агрегатированные; по виду установки — на стацио-
нарные и вращающиеся; по количеству приводных систем —
на одинарные и сдвоенные. В таблицах 9.6 и 9.7 приведены
параметры наиболее часто используемых пневмоприводов.
Таблица 9.6
Параметры пневмоцилиндров
| Параметр | Диаметр D цилиндров, мм | ||||||||
| Толщина стенки цилиндра, мм: чугунного стального | 8 4 | 10 6 | 12 6,5 | 7,5 | 16 9 | 16 10 | |||
| Диаметр шпилек с d\, мм | М8 | М8 | М10 | М10 | М12 | М16 | М20 | М20 | М24 |
| Количество шпи- лек | |||||||||
| Диаметр штока d, мм | |||||||||
| Диаметр резьбы на штоке, мм | М10 | М10 | М12 | М16 | М20 | М20 | М24 | мзо | М36 |
Таблица 9.7
Параметры диафрагменных пневмокамер
| Толщина диафрагмы t, мм | 3...4 | 4...5 | 5...6 | 6...8 | 8...10 | |
| Расчётный диаметр диа- фрагмы D, мм | ||||||
| Диаметр опорной шайбы d\, мм | для резинотканевых диафрагм Д = 0JD | |||||
| для резиновых диафрагм D\ = D - 2/ - (2...4) | ||||||
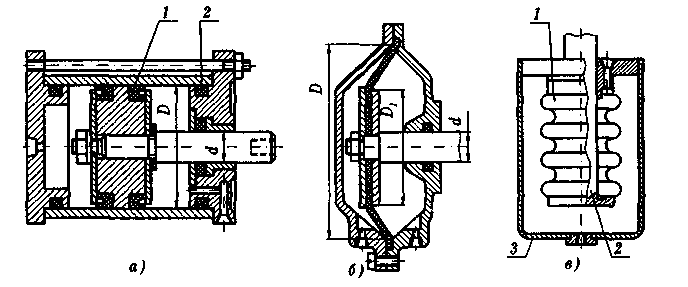
Схемы поршневых (пневмоцилиндры), диафрагменных
(пневмокамеры) и сильфонных пневмоприводов показаны на
рисунке 9.9. В пневмоцилиндрах применяются уплотнения.
Они необходимы в кольцевых зазорах между поршнем и ци-
линдром, штоком и крышкой и в неподвижных соединени-
ях, где возможна утечка воздуха. В современных пневмоци-
линдрах используются в основном две разновидности уплот-
нений (рис. 9.9, а): манжеты 1 V-образного сечения из мас-
лостойкой резины для уплотнения поршней и штоков и коль-
ца 2 круглого сечения из маслостойкой резины для уплотне-
ния поршней, штоков и неподвижных соединений. Срок служ-
бы уплотнений до 10 тыс. циклов.
Пневмокамеры (рис. 9.9, б) представляют собой конст-
рукцию из двух литых или штампованных чашек, между
которыми зажата диафрагма из прорезиненной ткани (бель-
тинг) или резины. Срок службы диафрагм от 0,6 до 1 млн.
циклов.
Рабочая полость сильфонного привода (рис. 9.9, в) — это
гофрированная замкнутая камера 1 из тонколистовой корро-
зионностойкой стали, латуни или фосфористой бронзы, уп-
руго расширяющаяся под давлением подаваемого в неё сжа-
того воздуха в направлении рабочего хода штока 2. Обрат-
ный ход осуществляется при подаче воздуха внутрь корпуса
(камеры) 3. Сильфон уплотнений не требует. Рабочий ход
штоков пневмокамеры и сильфонного привода ограничен
возможной упругой деформацией диафрагмы и сильфона, в
то время как у пневмоцилиндра он может быть практически
любым.
|
| Рис. 9.9 Схемы пневмоприводов: а — поршневого; б — диафрагменного; в — сильфонного |
Расчёт пневмоприводов (цилиндров и камер) при их за-
данных размерах сводится к определению развиваемой силы
на штоке Рш. Часто решается обратная задача, когда по за-
данной силе Рш и известному давлению в пневмомагистрали
выявляются размеры пневмопривода, осуществляется его
выбор или конструирование.
Силы на штоке поршневых пневмоприводов подразделя-
ются на толкающие и тянущие (шток работает соответствен-
но на сжатие и растяжение) и определяются по формулам:
для привода одностороннего действия:
для привода двустороннего действия:
толкающая сила 
тянущая сила 
для сдвоенного привода:
толкающая сила 
тянущая сила 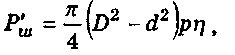
где D — диаметр поршня пневмоцилиндра, мм;
р — давление сжатого воздуха, МПа (в практике обычно
р = 0,4...0,6 МПа);
Рп — сила сопротивления возвратной пружины при край-
нем рабочем положении поршня, Н;
d — диаметр штока пневмоцилиндра, мм;
г] — КПД (обычно г] = 0,85...0,95; чем больше диаметр D
цилиндра, тем выше КПД).
Для обратной задачи приведённые зависимости решаются
относительно диаметра цилиндра D. При расчёте D по тяну-
щему усилию Р'ш диаметр штока d выражается через D (мож-
но принимать d = (0,325...0,545)D; чем больше диаметр ци-
линдра А тем большую долю его составляет диаметр штока d.
Для диафрагменных приводов рациональные длины L
рабочих ходов штока можно принимать в следующих преде-
лах: для тарельчатых (выпуклых) резинотканевых диафрагм
L = (0,25...0,35)D; для плоских резинотканевых диафрагм
L = (0,18...0,22)D (от 0,12D до 0.15D в сторону от штока и от
0,06D до 0,071) в сторону штока); для плоских резиновых
диафрагм L = (0,35...0,45)£>). Следует иметь в виду, что чем
больше ход штока, тем меньше развиваемая на нём сила.
Приближённый расчёт силы на штоке пневмокамер дву-
стороннего действия приведён в таблице 9.8.
Таблица 9.8
Формулы расчёта силы на штоке пневмокамер
двустороннего действия
Вакуумными называются приводы, с помощью которых
под обрабатываемой заготовкой или над ней создаётся разре-
жение, в результате чего заготовка надёжно прижимается к
бурту этой полости всей опорной поверхностью. В вакуум-
ных приводах для создания разрежения используются пнев-
моцилиндры или вакуумные насосы.
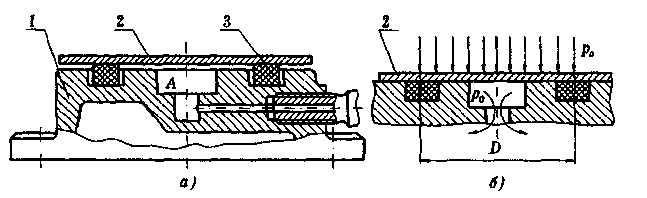
Конструкция вакуумных приспособлений (рис. 9.10) про-
ста, так как в них не требуется создания специальных меха-
нических устройств для закрепления обрабатываемых заго-
товок. Особенно удобно применение приспособлений с ваку-
умным приводом для обработки плоских тонкостенных заго-
товок из диамагнитных материалов.
Обычно на опорной поверхности корпуса 7 (рис. 9.10, а)
приспособления по контуру, соответствующему конфигура-
ции базовой поверхности обрабатываемой заготовки 2, вы-
полняется специальная канавка, в которой размещается ре-
зиновая прокладка 3. Эта прокладка на определённую высо-
ту должна выступать из канавки в момент загрузки приспо-
собления. После включения приспособления в сеть вакуум-
ного насоса в полости А создаётся разрежение. При этом за-
готовка деформирует прокладку и плотно поджимается к
опорной поверхности приспособления с силой Р = W.
Для зажима плоских заготовок с поверхностями боль-
шой протяжённости могут использоваться вакуумные при-
способления в виде плит с хорошо обработанной рабочей по-
верхностью и большим количеством отверстий диаметром d.
Силу зажима обрабатываемой заготовки можно опреде-
лить по формуле
где ра — атмосферное  давление (U,l МПа или точнее
давление (U,l МПа или точнее
0,1013 МПа);
р0 — остаточное давление в камере после разрежения
(принимается р0 = 0,01...0,015 МПа);
|
| Рис. 9.10 Схема вакуумного приспособления с заготовкой в отжатом (а) и прижатом (б) состояниях |
Fa — активная площадь (при зажиме круглых загото-
вок, как показано на рисунке 9.10, б;
ври установке заготовок на плиты с множеством отверстий
'У 
здесь d — диаметр отверстий;
я — число отверстий на плите в пределах контура заго-
товки);
ke — коэффициент герметичности вакуумной системы
(йг = 0,8...0,85).
Вакуумные приспособления следует проверять на соот-
ветствие развиваемой силы W условиям равновесия закреп-
лённых заготовок, находящихся под действием сдвигающих
сил обработки Р. Уравнение равновесия может иметь вид:
где к — коэффициент  запаса;
запаса;
/ — коэффициент трения (f = 0,3...0,4).
Гидравлические приводы представляют собой поршневые
устройства, приводимые в действие от отдельного (реже груп-
пового) насоса.
Рабочей жидкостью служит масло индустриальное И-20А
или И-40А (табл. 7.6). В сравнении с пневматическими гид-
равлические приводы более компактны из-за высокого дав-
ления масла (до 10 МПа и выше). Гидроцилиндры могут быть
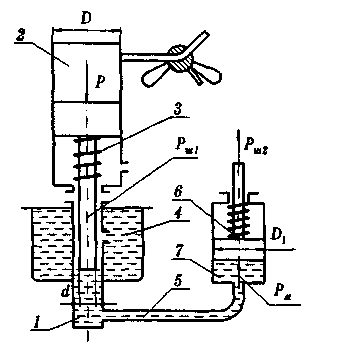
одностороннего и двустороннего действия. На рисунке 9.11
представлена схема гидравлического зажимного устройства
с цилиндром 2 двустороннего действия. Питание системы
осуществляется насосом 4, который подаёт масло через зо-
лотник 1 ручного управления в левую (рабочий ход) или в
правую (обратный ход) полости цилиндра. После зажатия
заготовки масло сбрасывается через предохранительный кла-
пан 3, отрегулированный на требуемое для надёжного удер-
жания заготовки при обработке давление.
В станочных приспособлениях широко применяются нор-
мализованные встраиваемые гидроцилиндры двустороннего
и одностороннего (с возвратной пружиной) действия с внут-
ренним диаметром цилиндров 32, 40, 50, 60, 80,100 и 125 мм.
Чаще всего гидроцилиндры закрепляются на корпусах
приспособлений с помощью резьбовой шейки. При выборе
привода следует учитывать, что гидроприводы приспособле-
ний применяются только на гидрофицированных станках. В
случае необходимости применения гидравлических приспо-
соблений на обыкновенном оборудовании требуется оснаще-
ние этих станков индивидуальными насосными станциями
высокого давления.
Исходными данными для расчёта гидравлических при-
водов являются: потребная сила на штоке Рш, ход поршня L
и давление жидкости (масла) рж.
При заданном давлении жидкости рж диаметр цилиндра D
(рис. 9.11) можно определить из зависимостей для расчёта
сил на штоке Рш:
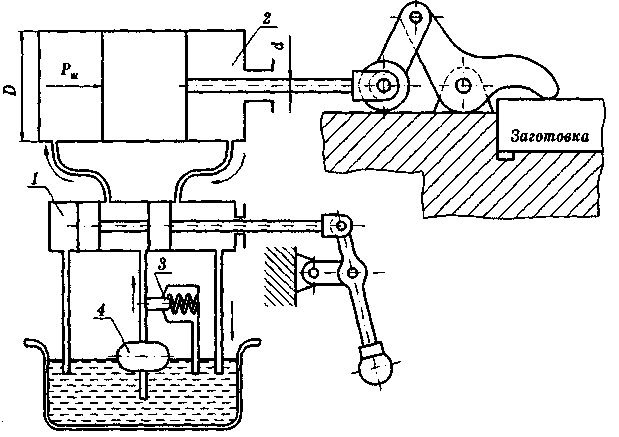
Рис. 9.11 Схемы гидропривода,
рычажного зажимного устройства приспособления,
насосной станции и механизма управления ими
для цилиндровдвустороннего действия:
1'! 
|к>лкающая сила,обычно рабочий ход),
(тянущая сила, обратный ход);
для цилиндров одностороннего действия:
где Dad — диаметры цилиндра и штока, мм;
рж — давление жидкости в магистрали, МПа;
* г\ — КПД (ту = 0,9...0,97);
Рп — сила сопротивления возвратной пружины при край-
нем рабочем положении поршня, Н.
Из приведённых выше зависимостей можно выразить
диаметр поршня D (мм) следующими формулами:
для цилиндров двустороннего действия:
(толкающая сила, обычно  рабочий ход),
рабочий ход),
(тянущая сила, обратный ход при отношении d/D =?= 0,5),
для цилиндров одностороннего действия:
Сила тяги Рт однолопастного гидропривода (рис. 1.28),
ипюльзуемая для закрепления обрабатываемых заготовок
и приспособлении, определяется по крутящему моменту М,
который необходимо получить на оси резьбового соедине-
ния. Сила на лопасти (Н):
где рж — давление жидкости (масла), МПа;
I — длина лопасти (в направлении оси гидроцилинд-
ра), мм;
Ь — ширина лопасти (в радиальном направлении), мм.
Момент силы Рл относительно оси гидроцилиндра (сила
приложена в середине ширины лопасти):
где D — диаметр гидроцилиндра.
Этот момент должен превышать момент Мх (Н-мм) силь
сопротивления в резьбовом соединении:
где Рт — осевая сила (сила тяги), действующая вдоль вин
тового соединения, Н;
dcp — средний диаметр резьбы, мм;
а — угол подъёма винтовой линии, град;
<р — угол трения в резьбе, град.
С учётом КПД tj

откуда сила тяги 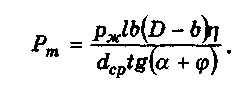
Возможно решение обратной задачи, когда по потребной
силе тяги Рт определяются размеры лопасти I и Ъ. Тогда из
последней формулы по заданному давлению рж определяется
площадь лопасти, т.е. произведение 1Ь. Одной величиной (на-
пример, 0 можно задаться, другая (например, Ь) определяет-
ся делением площади лопасти на первую (I).
Пневмогидравлические зажимные устройства состоят из
пневмопривода и гидравлического усилителя. Для питания
используется сжатый воздух (р = 0,4...0,6 МПа). При боль-
шом давлении масла в гидравлической части устройства
(рж = 8..А0 МПа и более) размеры рабочего цилиндра, на
штоке которого создаётся необходимая сила, весьма незна-
чительны.
|
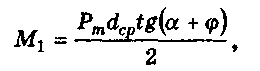
Схема пневмогидравлического привода показана на ри-
сунке 9.12. Сжатый воздух
поступает в цилиндр 2 диа-
метром D. Шток поршня это-
го цилиндра диаметром d слу-
жит плунжером гидроцилин-
дра 1 (главный гидроци-
линдр). Масло, вытесняемое
плунжером, поступает по тру-
бопроводу 5 во второй гидро-
цилиндр 7 (рабочий цилиндр)
диаметром 2)^ шток поршня
которого связан с исполни-
тельным механизмом зажима
заготовки. Обратное движе-
ние поршней цилиндров 2 и Рис. 9.12 Принципиальная
7 при отключении привода схема пневмогидравлического
п привода
осуществляется пружинами 3
и 6. Резервуар 4 служит для подачи масла в систему в случае
утечек. В пневмогидравлических системах масло меньше на-
гревается, чем в насосных гидравлических, и меньше вспе-
нивается. Потери энергии в них уменьшаются, а надёжность
работы возрастает. Они просты и дёшевы в изготовлении и
достаточно универсальны в применении. Управление пнев-
могидравлическими приводами можно легко автоматизиро-
вать. При проектировании пневмогидравлических систем ис-
ходными данными являются: потребная сила Рш2 на выход-
ном штоке привода; давление сжатого воздуха р и диаметр Dj
гидроцилиндра 7, подбираемый с учётом возможности раз-
мещения цилиндра в приспособлении.
Из условия равновесия штока пневмоцилиндра 2, на ко-
торый действуют одновременно сила давления воздуха и сила
давления жидкости в цилиндре 1:
отсюда 
тц,ерж — создаваемое давление жидкости в гидросистеме, МПа;
ky — коэффициент усиления:
Тогда сила Рш2 на штоке гидроцилиндра 7

где ho6 — общий КПД пневмогидравлического привода
(Лоб = 0,8...0,85).
По приведённым формулам можно определять Рш1 и Рш2,
для уже существующих пневмогидроприводов. Для опреде-
ления диаметра D пневмоцилиндра нужно из последнего урав-
нения выразить ky, т.е.:
отсюда
где d — диаметр штока пневмоцилиндра-плунжера главного
гидроцилиндра, мм.
Значение d можно принимать по соотношению
d = (0,4:...0,57)D1 (здесь Dx — диаметр рабочего гидроцилин-
дра). При d = 0,411)! последняя формула для расчёта D при-
нимает вид:
-з
i 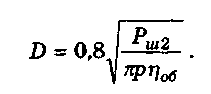
Электромагнитные и магнитные приводы применяются
обычно в виде плит и планшайб для закрепления стальных и
чугунных заготовок с плоской базовой поверхностью. К пре-
имуществам электромагнитных приспособлений относятся:
равномерное распределение силы притяжения по всей опор-
ной поверхности, высокая жёсткость, свободный доступ к
обрабатываемым поверхностям заготовки, удобство управле-
ния приводом.
|
| Рис. 9.13 Схемы устройств магнитного действия: а — электромагнитная плита; 6 — магнитная призма |
На рисунке 9.13, а показана схема электромагнитной
плиты, состоящей из корпуса 6 (из стали 10 или серого чугу-
на СЧ10) с электромагнитами 1 (сердечники электромагни-
тов из стали 1.0) и крышки 5 (из стали 10 или чугуна СЧ10),
в которой заключены полюсники (полюса) 4 (из стали 10).
Полюсники окружены изоляцией 3 из немагнитного матери-
ала (латунь, медь, эпоксипласт и т.п.). Заготовка 2 устанав-
ливается на рабочую поверхность крышки 5. Являясь про-
водником, заготовка при установке её на зеркало плиты за-
мыкает магнитный поток между полюсами, что обеспечива-
ет определённую силу притяжения.
Расчёт приспособлений с электромагнитным приводом
производится в описанной ниже последовательности.
1. По шагу расположения полюсов (для плит длиной
300...900 мм — шаг 35...50 мм) и отношению их суммарной
площади (без учёта площади прослоек магнитной изоляции)
к площади опорной поверхности приспособления (обычно
0,35...0,45) назначается число пар полюсов 2т.
2. Определяется сила прижима, приходящаяся на одну
пару полюсов, 
где W — потребная сила прижима заготовки, Н.
3. Выявляется площадь поперечного сечения сердечни-
ка 5 (мм): 
где В — магнитная индукция материала (табл. 9.9), Тл.
4. Определяется общее магнитное сопротивление магни-
топровода RM (Гн1)
где llt l2, .«, 1п — длины участков магнитопроводов (участка-
ми магнитопроводов являются: заготовка, зазоры воздушные
участки, сердечники, полюсники, корпус; величину зазоров
Таблица 9.9
Значения магнитной индукции В
и абсолютной магнитной проницаемости fu'a
| Напряжённость магнитного поля, А/м | Д Тл | /СГн/м | ||||
| Чугун СЧЮ | Сталь 10 | Воздух | Чугун СЧЮ | Сталь 10 | Воздух | |
| 0,16 | 0,590 | 1,44 | 0,002 | |||
| 0,24 | 0,640 | 1,52 | 0,003 | L | ||
| 0,32 | 0,685 | 1,57 | 0,004 | |||
| 0,40 | 0,725 | 1,60 | 0,005 | |||
| 0,80 | 0,850 | 1,70 | 0,010 | |||
| 1,20 | 0,950 | 1,77 | 0,015 | |||
| 1,60 | 1,025 | 1,82 | 0,020 | |||
| 2,00 | 1,080 | 1,85 | 0,025 |
можно принимать при базовой поверхности заготовки: чёр-
ной — 0Д...0.3, предварительно обработанной — 0.05...0Д,
отделанной — 0,02...0,05, доведенной — до 0,02 мм);
fi'al, ц'а2,-.., ц'ап — абсолютная магнитная проницаемость
материала каждого участка (табл. 9.9), Гн/м;
S1, S2, ..., Sn — площадь поперечного сечения каждого
участка, м .
5. Выявляется общий магнитный поток Ф (с учётом 30 %
потерь), Вб:
Ф = 0JBS,
где S — площадь поперечного сечения сердечника, м2.
Подсчитывается количество ампер-витков 1тсов катушки:
где 1т — сила тока (1т обычно задаётся), А;
C0g — количество витков катушки.
6. Определяется диаметр провода dnp (мм) катушки:
гдеJ — допускаемая плотность тока (принимается
J= 2...3A/mm2).
После расчёта катушка проверяется на нагрев путём оп-
ределения площади поверхности охлаждения катушки, при-
ходящейся на 1 Вт мощгэсти. Считается приемлемым, если
на 1 Вт мощности приходится более 10 см площади поверх-
ности охлаждения катушки.
Магнитные приводы имеют преимущества перед элект-
ромагнитными из-за электробезопасности работы и пони-
женной стоимости эксплуатации. Магнитные зажимные ус-
тройства представляют собой плиты, планшайбы и при-
змы. На рисунке 9.13, б показана магнитная призма для
закрепления цилиндрических заготовок. При горизонталь-
ном положении магнита 1 магнитный силовой поток про-
ходит через обе щеки 2, 4 призмы, замыкается через заго-
товку 3 и поджимает последнюю к наклонным поверхнос-
тям щёк. Щёки (половинки) призмы разделены немагнит-
ными пластинами-изоляторами 5. При вертикальном по-
ложении магнита 1 магнитный поток замыкается щеками
призмы и заготовка освобождается (отжимается). Подоб-
ным образом работают плиты с подвижным блоком посто-
янных магнитов (рис. 1.31). Постоянные магниты могут
изготавливаться из литых магнитотвёрдых сплавов ЮНД8,
ЮНДК18С, ЮН14ДК24, ЮНДК35Т5БА и других магнит-
ных материалов.
При определении сил зажима магнитных приводов сле-
дует исходить из условий, что современные приспособле-
ния с постоянными магнитами могут развивать при дове-
денной (притёртой) базовой поверхности заготовки прижим-
ную силу до 150 Н на 1 см площади контакта заготовки с
опорной поверхностью приспособления. С увеличением ше-
роховатости базовой поверхности прижимная сила умень-
шается. Так, при шлифованной базовой поверхности заго-
^ Рис. 9.14 Схема электромеханического привода
товки прижимная сила уменьшается на 10... 20 %, при гру-
бо шлифованной — на 30...40 %, при грубо обработанной
строганием на — 50... 70 %, при черновой (литой или штам-
пованной) на — 60...80 % .
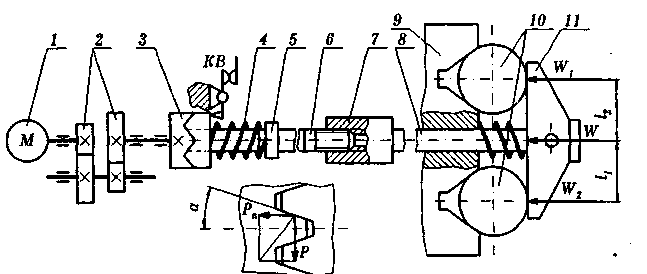
Электромеханические приводы (рис. 9.14) представляют
собой электромоторные устройства с муфтой тарирования
крутящего момента. Эти устройства используются в приспо-
соблениях для токарно-револьверных и агрегатных станков
и в качестве приводов винтовых зажимов приспособлений
Дата добавления: 2021-06-28; просмотров: 706;
Поиск по сайту
Узнать еще
- Виды конструкций по характеру силовой работы, опорной реакции и форме сечения
- Временной и силовой точности движений
- временной и силовой точности движений
- Двухвальная ГТУ с выделенным газогенератором (ГГ) и свободной силовой турбиной (СТ)
- Динамика манипуляторов промышленных роботов. Силовой расчет манипулятора
- ИСТОЧНИКИ ВИБРАЦИЙ СИЛОВОЙ УСТАНОВКИ
- Кинетостатический силовой расчет типовых механизмов.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
