Продолжение таблицы 2.3
| Св. 36 до 37 | 35,8 | 0,0133 | 0,280 | |||||||||
| Св. 37 до 38 | 36,8 | 0,0144 | 0,302 | |||||||||
| Св. 38 до 39 | 37,8 | 0,0155 | 0,321 | |||||||||
| Св. 39 до 40 | 38,8 | 0,0167 | 0,343 | |||||||||
| Св. 40 до 41 | 39,8 | 0,6 | 0,0178 | 0,354 | ||||||||
| Св.41 до 42 | 40,8 | 0,0082 | 0,122 | |||||||||
| Св. 42 до 43 Св. 43 до 44 | 41,8 42,8 | 33,2 | 38 39 | 9,5 | 5,5 | 0,0088 0,0097 | 0,134 0,148 | |||||
| Св. 44 до 45 | 43,8 | 0,0105 | 0,160 | |||||||||
| Св. 45 до 46 | 44,8 | 0,0059 | 0,081 | |||||||||
| Св. 46 до 47 | 45,8 | 35,5 | 0,75 | 29,5 | 0,0067 | 0,090 | ||||||
| Св. 47 до 48 | 46,8 | 4,5 | 0,0075 | 0,100 | ||||||||
| Св. 48 до 49 | 47,8 | 9,5 | 0,0083 | 0,109 | ||||||||
| Св. 49 до 50 | 48,8 | 0,0092 | 0,117 | |||||||||
| Св. 50 до 51 | 49,3 | 39,5 | 0,77 | 0,0090 | 0,115 | |||||||
| Св. 51 до 52 | 50,8 | 10,5 | 0,0098 | 0,124 | ||||||||
| Св. 52 до 53 | 51,8 | 0,0106 | 0,134 | |||||||||
| Св. 53 до 55 Св. 55 до 57 | 52,8 54,8 | 41,6 | 0,8 | 49 50 | 30,5 | 0,0083 0,0109 | 0,118 0,131 | |||||
| Св. 57 до 59 | 56,8 | 0,0121 | 0,145 | |||||||||
| Св. 59 до 61 | 58,5 | 54,7 | 0,0080 | 0,091 | ||||||||
| Св. 61 до 63 | 60,5 | 46,6 | 0,9 | 56,7 | 31,5 | 10,5 | 0,0091 | 0,101 | ||||
| Св. 63 до 65 | 62,5 | 58,7 | 0,0101 | 0,112 |
Продолжение таблицы 2.3
| Св. 65 до 67 | 64,5 | 60,7 | 0,0057 | 0,060 | ||||||||
| Св. 67 до 69 | 66,5 | 62,7 | 0,0063 | 0,068 | ||||||||
| Св. 69 до 71 | 68,5 | 51,7 | 1,0 | 64,7 | 10,5 | 5,5 | 0,0077 | 0,082 | ||||
| Св. 71 до 73 | 70,5 | 66,7 | 0,0084 | 0,089 | ||||||||
| Св. 73 до 75 | 72,5 | 68,7 | 0,0092 | 0,090 | ||||||||
| Св. 75 до 77 | 74,5 | 70,5 | 0,0072 | 0,072 | ||||||||
| Св. 77 до 79 | 76,5 | 54,7 | 1,1 | 72,5 | П,5 | 6,5 | 0,0080 | 0,080 | ||||
| Св. 79 до 80 | 78,5 | 74,5 | 0,0088 | 0,090 | ||||||||
| Св. 80 до 82 | 79,5 | 75,5 | 0,0088 | 0,060 | ||||||||
| Св. 82 до 84 | 81,5 | 77,5 | 0,0095 | 0,065 | ||||||||
| Св. 84 до 86 | 83,5 | 57,7 | 1,2 | 79,5 | 0,0098 | 0,071 | ||||||
| Св. 86 до 88 | 85,5 | 81,5 | 0,0104 | 0,076 | ||||||||
| Св. 88 до 90 | 87,5 | 83,5 | 13,5 | 7,5 | 0,0109 | 0,082 | ||||||
| Св. 90 до 92 | 89,5 | 84,5 | 0,0087 | 0,072 | ||||||||
| Св. 92 до 94 | 91,5 | 86,5 | 0,0092 | 0,076 | ||||||||
| Св. 94 до 96 | 93,5 | 61,8 | 1,3 | 88,5 | 0,0097 | 0,081 | ||||||
| Св. 96 до 98 | 95,5 | 90,5 | 0,0101 | 0,086 | ||||||||
| Св. 90 до 100 | 97,5 | 92,5 | 0,0106 | 0,090 |
10. Размеры t, с и г гофрированных втулок (рис. 2.6, б)
рекомендуется принимать следующими:
при D3 < 50 мм t = с = 0,3 мм;
при D3 > 50 мм t = с = 0,5 мм;
при D3 < 60 мм г = 0,5 мм;
при 60 < £>3 < 90 мм г = 0,75 мм;
при D3 > 90 мм г = 1 мм.
11. Осевые размеры корпуса оправки следует назначать с
учётом осевых габаритов обрабатываемых заготовок. Гаран-
тированный зазор sr между корпусом оправки и гофрирован-
ной втулкой принимается: при D3 < 30 мм sr = 10 мкм; при
D3 > 30 мм sr = 20 мкм. Отклонение размеров посадочной
цилиндрической поверхности оправки принимается по 5-6-му
квалитетам точности. Допуск радиального биения посадоч-
ного диаметра корпуса оправки относительно оси вращения
принимается в пределах 1-й, а допуск биения торца в пре-
делах 3, 4-й степеней точности. В качестве материала корпу-
са оправки принимаются стали 18ХГТ и 20Х с цементацией
слоя толщиной 1...1.2 мм и термообработкой до твёрдости
53...57 НРСЭ. Шероховатость ответственных поверхностей по
параметру Racp = 0,2...0,4 мкм.
12. Наружный диаметр втулки-проставки рекомендуется
принимать равным диаметру Dt гофрированной втулки (до-
пуск по h8), а внутренний — равным d2 гофрированной втул-
ки (допуск по Н7). Диаметральный зазор между проставкой и
корпусом оправки — 0,03...0,05 мм. Отверстие и торцы сле-
дует обрабатывать с шероховатостью по Racp = 0,4 мкм. До-
пуск биения торцов втулок-проставок относительно отверстия
необходимо назначать в пределах 3, 4-й степеней точности.
Контрольные вопросы
1. Каковы разновидности оправок, их назначение и обес-
печиваемая точность установки заготовок (деталей)?
2. Из каких материалов и с какой термической (химико-
термической) обработкой изготавливаются оправки?
3. Как рассчитываются конические оправки?
4. Как рассчитываются оправки для установки заготовок
(деталей) с зазором? Какая при этом достигается точ-
ность установки?
5. Какова методика расчёта оправок для установки заго-
товок (деталей) с натягом? Какие существуют ограни-
чения по использованию этих оправок?
6. Какова последовательность расчёта гидропластмассо-
вых оправок с тонкостенной гильзой?
7. В чём заключается расчёт оправок с гофрированными
втулками?
8. Какие требования предъявляются к базовым поверх-
ностям заготовок и деталей, устанавливаемых на оп-
равки?
ГЛАВА 3
ОСНАСТКА ДЛЯ АВТОМАТИЗИРОВАННЫХ
ПРОИЗВОДСТВ И СТАНКОВ С ПУ
3.1 Особенности оснастки для станков-автоматов,
полуавтоматов и автоматических линий
В зависимости от требований производства может осуще-
ствляться частичная или полная автоматизация приспособ-
лений. В первом случае автоматизируется один или несколь-
ко приёмов работы: загрузка заготовок в рабочую зону при-
способления; закрепление и открепление заготовок; поворот
(перемещение), фиксация и закрепление поворотных (под-
вижных) частей приспособления; выталкивание и выгрузка
заготовок после обработки; измерение поверхностей в про-
цессе обработки и т.п. Приспособления с частичной автома-
тизацией называются полуавтоматическими.
В автоматических приспособлениях все приёмы выпол-
няются без участия рабочих. Для этого используются конеч-
ные выключатели, сервозолотники и упоры, приводимые в
действие подвижными рабочими органами станков (столом
фрезерного, шпинделем сверлильного, суппортом токарного
и т.д.). Как правило автоматические приспособления явля-
ются элементами станка-автомата. Это позволяет станки уни-
версальные и полуавтоматы превращать в автоматы.
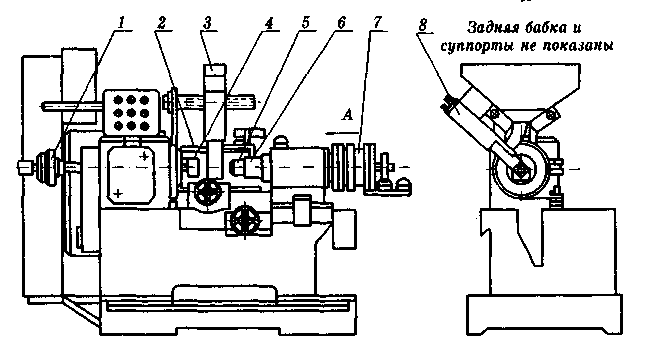
Рисунок 3.1 иллюстрирует горизонтальный многорезцо-
вый полуавтомат, превращенный за счёт установки автома-
тических приспособлений в автомат. На станке обрабатыва-
ется литая заготовка втулки с наружным диаметром 50 мм и
длиной 75 мм, которая устанавливается на шпиндельную
кулачковую оправку отверстием диаметром 40 мм, обтачива-
ется по наружной поверхности и подрезается по торцу со сня-
тием внутренней фаски.
Станок оснащён магазинным загрузочным приспособле-
нием 3, вращающимся пневмоцилиндром и специальной пи-
нолыо 6 с пневмоприводом 7 двустороннего действия и уста-
новленными на ней толкателем 5 и съёмником 2. Заготовка
под действием силы тяжести (веса) поступает из магазина
загрузочного приспособления 3 в гнездо подавателя 8, кото-
рый под действием пневмоцилиндра подаёт её в зону обра-
ботки, где она толкателем 5 надевается на оправку 4. При
раздвигании кулачков оправки пневмоцилиндром 1 посред-
ством тяги, проходящей через отверстие шпинделя станка,
заготовка базируется и закрепляется на оправке. При этом
подаватель возвращается в исходное положение, принимая в
своё гнездо из магазина следующую заготовку. После обта-
чивания цилиндрической поверхности, подрезания торца и
растачивания фаски заготовка разжимается и съёмником 2
снимается с оправки 4.
В электрооборудование станка дополнительно введена
электроаппаратура, связывающая в один автоматический,
непрерывно повторяющийся цикл работу механизмов стан-
ка и приспособлений.
|
| Рис. 3.1 Схема полной автоматизации многорезцового полуавтомата мод. 1А720 |
На автоматических линиях применяется два типа при-
способлений: стационарные и приспособления-спутники. В
стационарных приспособлениях опорные пластины обычно
|
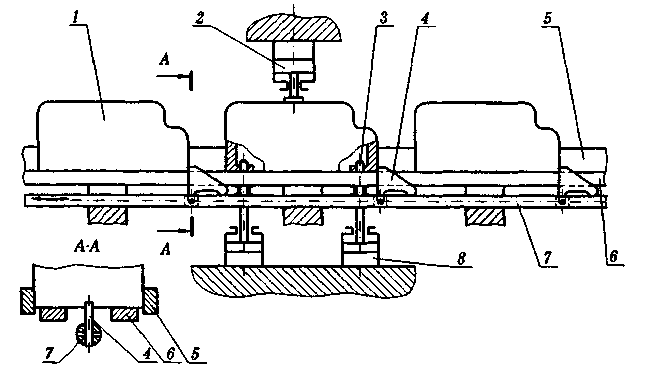
| Рис. 3.2 Схема приспособления для установки и перемещения корпусных заготовок на автоматических линиях |
являются продолжением направляющих планок транспорти-
рующих устройств, их выдвижные пальцы имеют коничес-
кие фаски для выравнивания заготовок. Перечисленные осо-
бенности обеспечивают простую кинематику установки заго-
товки путём задвигания их в приспособления. Чаще всего
заготовки перемещаются по плоскости до упоров, и после
этого выдвигаются пальцы, входящие в базовые отверстия.
На рисунке 3.2 схематично представлено приспособление
для обработки заготовки на автоматической линии. Заготов-
ка 1 перемещается по планкам 5, 6 влево с помощью шагово-
го конвейера 7 с собачками 4 на расстояние, равное шагу
конвейера. Штанга конвейера проходит под приспособлени-
ем. Окончательное базирование заготовки по двум отверсти-
ям осуществляется пальцами 3, выдвигаемыми вверх гидро-
цилиндрами 8. После установки в приспособление и зажима
штоком гидроцилиндра 2 заготовка обрабатывается, а штан-
га конвейера 7 перемещается вправо, при этом собачки 4
поворачиваются на осях против часовой стрелки и проходят
под заготовкой и вся транспортирующая система устанавли-
вается в исходное положение. После обработки заготовки
пальцы 3 утапливаются, шток гидроцилиндра отходит вверх
и откреплённая заготовка перемещается по направляющим
планкам 5, 6 к другому агрегату автоматической линии.
Приспособления автоматических линий должны быть
надёжными. Поэтому в них часто предусматриваются авто-
матический контроль положения заготовки, самотормозящи-
еся звенья (винтовые, клиновые и другие пары), автомати-
ческая очистка от стружки.
Приспособления-спутники применяются для обработки на
автоматических линиях заготовок сложной конфигурации,
которые размещаются и закрепляются в этих приспособле-
ниях в начале автоматической линии. Все стадии обработки
выполняются при одной установке заготовки, чем обеспечи-
вается принцип постоянства баз.
|
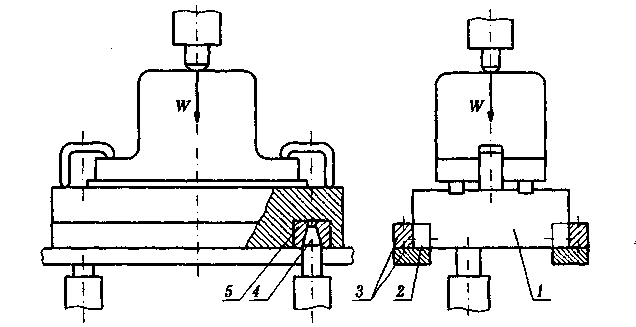
| '> Рис. 3.3 Приспособление-спутник автоматической линии |
Закрепление и открепление заготовок в приспособлени-
ях-спутниках обеспечивается винтовыми зажимами с помо-
щью многошпиндельных электромеханических гайковертов
соответственно в начале и конце автоматической линии. Пе-
ремещение приспособлений-спутников по позициям автома-
тической линии и прижим их к жёсткому основанию осу-
ществляется так же, как и на рисунке 3.2. Одна из конст-
рукций приспособления спутника показана на рисунке 3.3.
К корпусу 1 приворачиваются винтами стальные закален-
ные планки 2, скользящие по направляющим 3 транспорти-
рующего конвейера. Палец 4 и втулка 5 служат для фикса-
ции спутника с заготовкой на позиции линии (точность фик-
сации должна быть не менее 0,05 мм).
3.2 Приспособления для станков с ПУ
и гибких роботизированных комплексов
К приспособлениям для станков с программным управ-
лением (ПУ) предъявляются требования простоты и надёжнос-
ти в работе, жёсткости, быстроты установки и снятия загото-
вок, гибкости и оперативности переналадки, пригодности для
групповой обработки. Требование гибкости (переналаживае-
мости) объясняется большой сменяемостью партий обраба-
тываемых заготовок.
Техпроцесс обработки заготовок на станках с числовым
программным управлением (ЧПУ), осуществляемый при стро-
го определённом относительном перемещении инструмента и
заготовки, требует точного положения заготовки относительно
системы координат установочных элементов приспособления.
В то же время положение заготовки должно быть точным
относительно системы координат станка.
В столах станков с ЧПУ обычно имеются центральные
отверстия и поперечные пазы для установки приспособле-
ний, на корпусах которых, как правило, предусматриваются
пальцы, шпонки или штифты. На столы станков без таких
отверстий и пазов обычно точно устанавливаются накладные
(координатные) плиты с сеткой Т-образных пазов и коорди-
натных отверстий. Базирование заготовок непосредстенно на
столах или накладных плитах осуществляется с помощью
различных подкладок, планок, упоров, домкратов, гладких,
ступенчатых и регулируемых опор.
На станках с ЧПУ применяются универсальные приспо-
собления: безналадочные с регулированием положений уста-
новочных и зажимных элементов, переналаживаемые со смен-
ными установочными и зажимными элементами (самоцент-
рирующие патроны, делительные столы и головки, поворот-
ные тиски и др.)- Наиболее широко используются УСП и
УСПП с Т-образными пазами и с отверстиями. Элементы УСП
для станков с ЧПУ обладают повышенной точностью и жёс-
ткостью по сравнению с элементами УСП для обычных уни-
версальных станков. Существует комплект УСПП с механи-
зированным приводом, который состоит в основном из не-
разборных сборочных единиц.
|
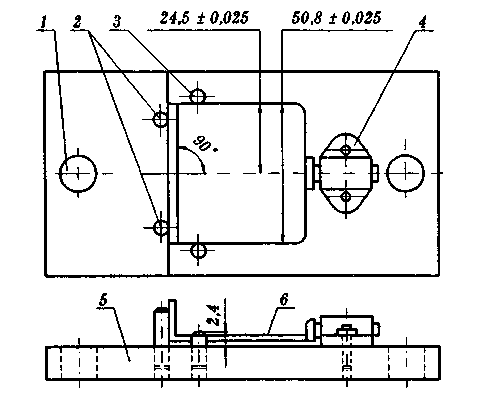
| Рис. 3.4 Специальное приспособление для обработки угольников на станках с ЧПУ |
Конструкция специализированных (для групп заготовок)
и специальных приспособлений для использования на стан-
ках с ЧПУ упрощена. В неё входит набор универсальных
элементов. Рисунок 3.4 иллюстрирует специальное приспо-
собление для обработки на станке с ЧПУ угольника 5. На
специальной плите 6 размещены установочные пальцы 2,3 is.
стандартный зажим 4. Приспособление устанавливается на
накладную плиту стола станка с сеткой отверстий и базиру-
ется с помощью двух отверстий 1 по пальцам, размещённым
в отверстиях накладной плиты.
|
| Рис. 3.5 Двухпозиционная револьверная головка с двумя патронами для установки заготовок |
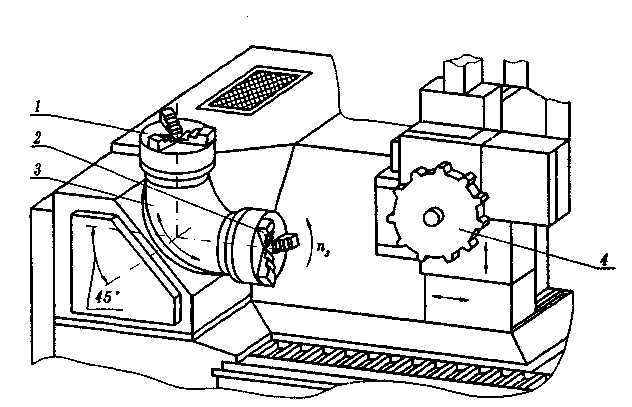
Для сокращения времени простоя станков с ЧПУ в робо-
тизированных комплексах целесообразно совмещать установ-
ку и снятие заготовок с работой станка. Для этих целей на
станках используются двухпозиционные револьверные голов-
ки с двумя трёхкулачковыми патронами для установки заго-
товок, оси которых расположены под углом 90° (рис. 3.5). В
патроне 2, совмещённом со шпинделем станка, производится
обработка заготовки, в то время, как в патроне 1 осуществ-
ляется замена обработанной заготовки на необработанную.
Ось поворота револьверной головки 3, наклоненная под уг-
лом 45 °, обуславливает вертикальное положение оси патро-
на J в разгрузочно-загрузочной позиции, что создаёт хоро-
шие условия для снятия и установки заготовок с помощью
промышленных роботов (ПР). Патрон 2 с заготовкой враща-
ется с частотой п3, перемещение инструмента в вертикаль-
ном и горизонтальном направлениях обеспечивает инстру-
ментальная револьверная головка 4 с горизонтальной осью
вращения.
Для гибких автоматизированных комплексов разрабо-
таны приспособления с автоматической переналадкой, что
очень важно для автоматизированного мелкосерийного про-
изводства.
Схема автоматического переналаживаемого приспособ-
ления, управляемого УЧПУ, для установки заготовок кор-
пусных деталей по плоскости и двум отверстиям показана
на рисунке 3.6. Установочные элементы 5 размещены на
вспомогательных револьверных головках, встроенных в ос-
новную головку 1, а боковые опоры 4 и зажимные элемен-
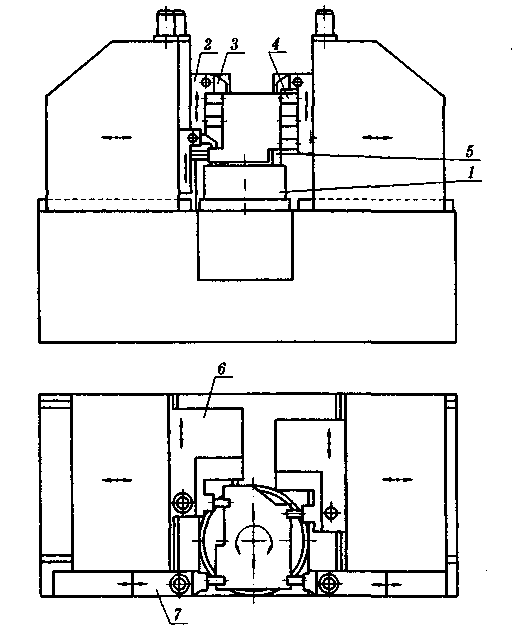
Рис. 3.6 Схема автоматически, переналаживаемого
приспособления для установки корпусов
ты 3 установлены на салазках 2, вертикально перемещаю-
щихся по прямолинейным направляющим кареток б и 7
приспособления, которые также могут перемещаться пря-
молинейно в горизонтальной плоскости по одной или двум
координатам.
Боковые опоры имеют возможность перемещаться гори-
зонтально с помощью гидроцилиндров независимо от зажим-
ных элементов в соответствии с конфигурацией заготовки.
Зажимные элементы и боковые опоры могут отводиться на
значительные расстояния, обеспечивая поворот заготовки
вместе с установочными элементами 5 с последующим зак-
реплением для обработки её с разных сторон. Автоматичес-
кая загрузка заготовок в приспособление осуществляется
сверху.
Для станков с ПУ, управляемых от ЭВМ, также исполь-
зуются универсальные и переналаживаемые приспособления-
спутники. Примером таких приспособлений может служить
трёхкулачковый самоцентрирующий патрон (рис. 3.7, а). На
специальном стенде в патрон П вставляется заготовка Г, а
затем он последовательно передается на станки данного уча-
стка (линии). Патрон имеет коническую поверхность К для
точной установки в шпинделе станка и выточку для надёж-
ного закрепления быстродействующим автоматическим уст-
ройством.
Установочно-зажимные элементы и устройства приспо-
соблений для станков с ПУ характеризуются точным изго-
товлением и повышенной надёжностью в работе. Это особен-
но важно для роботизированных комплексов, управляемых
ПУ. При токарной обработке, например, робот берёт заготов-
ку с транспортёра и устанавливает её в строго ориентирован-
ном положении в кулачки патрона. Все движения робота, а
также закрепление и открепление заготовки производятся
от одной управляющей программы, поступающей от ЭВМ,
управляющей группой станков. При недостаточной точности
позиционирования захвата робота кулачки патрона необхо-
димо разводить больше, чем при ручной загрузке приспособ-
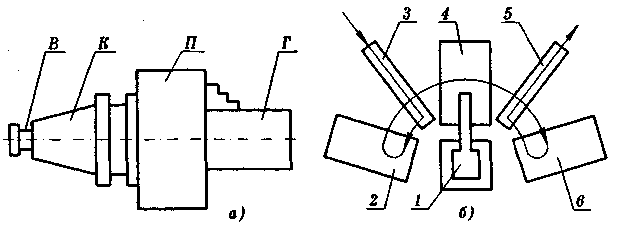
Рис. 3.7 Патрон-спутник (а)
Дата добавления: 2021-06-28; просмотров: 693;
Поиск по сайту
Узнать еще
- Безработица является неотъемлемой чертой общества с рыночной экономикой, что наглядно видно по данным таблицы 3.1.
- Ввод данных в ячейки таблицы
- Виртуальная память на основе таблицы математических страниц
- Вычисление и вывод данных в виде таблицы
- Вычисление коэффициентов и приближенных коэффициентов девиации. Составление рабочей таблицы девиации.
- Добавление и удаление элементов таблицы
- Задание №1. Создание пустой таблицы методом вставки и последующим её заполнением.
- Задача №11(объяснение явлений; интерпретация результатов опытов, представленных в виде таблицы или графиков).

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
