Правила выполнения прихваток
Прихватки ставят всегда только с наружной стороны трубы и тщательно зачищают. Нельзя ставить прихватки в местах пересечения торца трубы и продольных швов. В процессе сварки прихватки нужно полностью переплавить или удалить механическим способом.
Прихватка собранных под сварку элементов трубопровода должна ставиться с использованием тех же сварочных материалов, которые приготовлены и для сварки. Рекомендуется тот же способ сварки, что и для корневого шва. Если для него выбрана автоматическая или механизированная сварка, то прихватки следует ставить ручным дуговым или ручным аргонодуговым способом. Это делает сварщик, допущенный к сварке стыков труб соответствующей марки стали, который и будет сваривать данный стык.
Высота прихваток
| Вид ручной сварки | |||
| S, мм | Покрытым электродом | Аргонодуговая | |
| 1 -3 | h = S | h=S | |
| 3-10 | h = (0,6-0,7)S | h = b + 0,5 мм | |
| Св.10 | 5-6 мм | h = b + 1,5 мм |
К качеству прихваток предъявляются те же требования, что и к основному шву. Прихватки с недопустимыми дефектами, обнаруженными визуально, удаляют механическим способом и ставят новые
Технология ручной дуговой сварки покрытым электродом
Выбор параметров режима
• Род и полярность тока определяют в зависимости от марки стали, толщины стенки трубы, марки покрытого электрода.
• Сварочный ток обуславливается диаметром электрода </э (мм), который выбирают в зависимости от толщины трубы:
Низкоуглеродистые и низколегированные конструкционные стали

Высоколегированные хромоникелевые стали

• Напряжение на дуге определяется ее длиной. Оптимальную длину дуги выбирают между минимальной (0,5</ ) и максимальной (d +1).
• Скорость сварки сварщик назначает в зависимости от требуемых геометрических размеров шва или наплавляемого валика.
Ориентировочные режимы сварки
| Покрытие электрода | Диаметр электрода, мм | Сварочный ток (А) при положении шва | ||
| нижнем | вертикальном | потолочном | ||
| Основное | 2,5 | 70 - 90 | 60 - 80 | 55 - 75 |
| 90 - 110 | 80 - 100 | 70 - 90 | ||
| 120 - 170 | 110 - 150 | 95 - 135 | ||
| 170 - 210 | 150 - 190 | - | ||
| Рутиловое | 2,5 | 70 - 90 | 60-80 | 55-75 |
| 90 - 130 | 80 -115 | 75-105 | ||
| 140 - 190 | 125 - 170 | 110-155 | ||
| 180 - 230 | 165 - 205 | - |
При сварке труб малого (до 100 мм) диаметра с толщиной стенки 2-10 мм из углеродистых, низколегированных и теплоустойчивых сталей:
- стык собирают в приспособлениях и прихватывают ручной аргонодуговой сваркой в одной или двух точках, расположенных симметрично;
- стык, скрепленный одной прихваткой, сразу же обваривают, начиная со стороны, противоположной прихватке;
- при толщине стенки менее 3 мм прихватку выполняют электродом диаметром не более 2,5 мм;
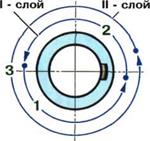
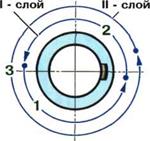
Стыки труб со стенкой толщиной более 4 мм сваривают не менее чем в два слоя:
I - корневой шов (слой);
II- облицовочные валики (слои);
1; 2; 3; 4; 5 - очередность выполнения

Вертикальный стык
Горизонтальный стык

Очередность ручной сварки стыков труб диаметром менее 100 мм
 С двумя прихватками
длиной 10-15 мм,
высотой 3-4 мм С двумя прихватками
длиной 10-15 мм,
высотой 3-4 мм
| С одной прихваткой длиной 10-20 мм, высотой 3-4 мм | Без прихваток (с помощью приспособления | |||||||||
| Вертикальное положение стыка | |||||||||||
|
|
| |||||||||
| Горизонтальное положение стыка | |||||||||||
|
|
|
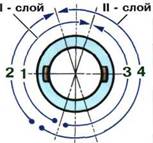
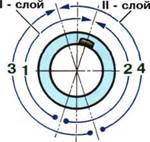
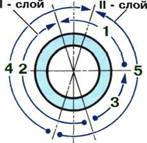
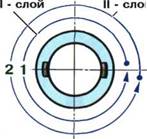
Обозначение: - начало шва; - конец шва
При сварке труб диаметром 30-83 мм :
• вертикальныйстыксваривают участками по три четверти ериметра;
• каждый последующийвалик горизонтального стыка укладывают в противоположном направлении;
• «замковые»участки последующих валиков смещают относительно предыдущих швов.
Сварка поворотных стыков труб
При сварке на вращателях подбирают скорость вращения трубы (V Л равную скорости сварки (Vcb). Положение сварки, наиболее удобное для формирования шва, находится не в зените, а в точке, отстоящей от вертикали на 30-35° в сторону, обратную направлению вращения трубы.
Когда вращателей нет или они нецелесообразны свариваемые стыки труб поворачивают на углы 60-110°. Это позволяет формировать шов в самом удобном положении - нижнем.
Дата добавления: 2017-02-13; просмотров: 15964;
Поиск по сайту
Узнать еще
- XI. Правила применения семафоров
- А) Назначение и порядок выполнения расчетов
- А) Правила терминов.
- Аварийный запас труб, правила хранения и содержания труб аварийного запаса
- Анализ, ошибки и оценки выполнения техники движений.
- БЕЗОПАСНОСТЬ ВЫПОЛНЕНИЯ РАБОТ ПО ПРОФЕССИИ.
- В. Методика выполнения блокады.
- В. Методика выполнения блокады.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
