Направление и очередность укладки корневого слоя
 |  | ||
горизонтального стыка вертикального стыка
Аргонодуговую сварку используют также, когда приваривают подкладное кольцо в трубах из углеродистых и низколегированных сталей. Кольцо плотно, но без натяга, устанавливают в трубу, оставляя зазор между кольцом и внутренней поверхностью трубы не более 1 мм. Кольцо прихватывают снаружи угловым швом длиной 15-20 мм с катетом 2,5-3 мм к трубам диаметром до 200 мм в двух местах, а большего диаметра - в трех-четырех местах.
Прихватку, независимо от марки стали трубы и подкладного кольца, выполняют с присадочной проволокой Св-08Г2С диаметром 1,6-2 мм. Подкладное кольцо приваривают однослойным угловым швом с катетом 3-4 мм с тем же присадком.
Прихватку и приварку подкладного кольца делают без предварительного подогрева независимо от марки стали и толщины стенки трубы. Исключение составляют трубы из стали 15X1 MlФ с толщиной стенки более 10 мм - конец такой трубы подогревают до 250 - 300 "С.
Техника ручной аргоновой сварки труб w-электродом
Расположение горелки и присадочной проволоки по отношению к стыку зависит от качества защиты и конструкции горелки. Для горелок АГМ-2 и АГС-3 угол может изменяться от 0 до 70°, а для остальных горелок с канальной схемой истечения газа - от 0 до 25°.
Движение горелки - «углом вперед» (справа налево). Присадочная проволока подается в сварочную ванну навстречу движению.
Корневой слой сваривают без поперечных колебаний как электрода, так и присадочной проволоки.
В начале сварки горелкой подогревают кромки и присадочный пруток. После образования сварочной ванночки приступают к сварке, сообщая горелке поступательное движение.
 |
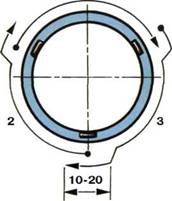
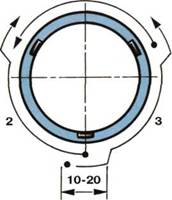
Взаимное расположение горелки и присадочной проволоки при сварке неповоротных стыков труб

вертикального
| до 25° |
 |  |
горизонтального
1 - присадочная проволока хорошее
2 - направление сварки
3 - сварочная горелка
4 - направление подачи присадка
Конец присадка должен постоянно находиться в зоне защиты аргоном
В процессе выполнения корневого шва нужно следить за проплавлением кромок, исключать непровар. О хорошем проплавлении свидетельствует ванна, вытянутая в сторону направления сварки, а о недостаточном - круглая или овальная.
При выполнении последующих слоев горелке придают поперечные колебательные движения.

Схемы манипулирования горелкой
 |
вертикальный стык
горизонтальный стык
1 - присадочная проволока
2 - траектория движения электрода
при выполнении корневого шва
3 - то же последующих слоев
4 - направление сварки

После окончания сварки нужно заварить кратер. Если нет дистанционно управляемого источника питания, то кратер заваривают вводом в него капли присадка, одновременно плавно отводя горелку до естественного обрыва дуги.
Дата добавления: 2017-02-13; просмотров: 2131;
Поиск по сайту
Узнать еще
- А – согласованной нагрузки; б – бесконечного слоя; в – комплексной нагрузки; г – короткого замыкания; д – холостого хода; е – измерения комплексного коэффициента прохождения.
- А. Особенности подъема, поддержания и укладки трубопровода при капитальном ремонте с заменой труб
- Автоматизация как направление дальнейшего совершенствования управления силами и средствами
- Б Особенности подъема, поддержания и укладки трубопровода при ремонте с заменой изоляционного покрытия
- В геодезии за ось абсцисс принимается направление среднего осевого меридиана зоны, а за ось ординат – направление экватора.
- В задачу поверхностной обработки почвы входит: уничтожение сорняков, почвенной корки, рыхление верхнего слоя, заделка минеральных удобрениий. Глубина рыхлений – 12-14 см.
- Важнейшим направлением оценки эффективности функционирования туристской системы является ее социальная значимость и социальная эффективность.
- Величина и направление индуктированной ЭДС

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
