Сварка неповоротных стыков труб
Вертикальные неповоротные стыкисваривают снизу вверх.
Сварку первых трех слоев в стыках труб диаметром более 219 мм следует выполнять обратноступенчатым способом. Длина каждого участка должна быть 200-250 мм.
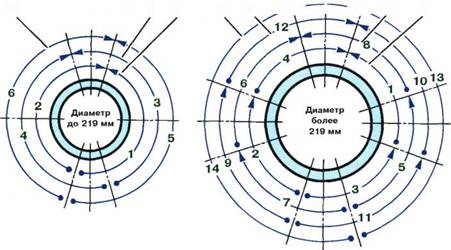
Длина участков последующих слоев может составлять половину окружности стыка. Стыки труб с толщиной стенки до 16 мм можно сваривать участками длиной, равной половине окружности, начиная со второго слоя.
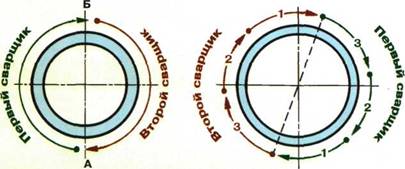
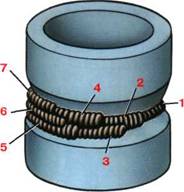
Очередность выполнения швов (1-14) и слоев (I-IV) одним сварщиком
 | 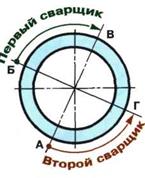 |
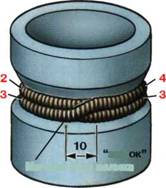
Очередность наложения первого слоя двумя сварщиками при сварке неповоротных стыков труб диаметром более 219
| Первая стадия |
| Вторая стадия |
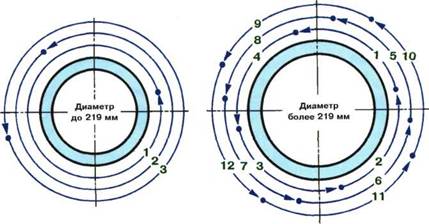 |
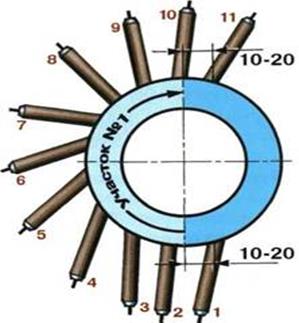
Горизонтальные неповоротные стыкитруб диаметром более 219 мм, выполняемые одним сварщиком, необходимо сваривать обратноступенчатым способом участками длиной 200-250 мм. Четвертый и последующие слои можно сваривать вкруговую.
Очередность (1-12) выполнения швов одним сварщиком
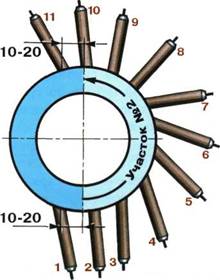
При сварке горизонтального стыка двумя сварщиками последовательность сварки корневого шва зависит от диаметра труб. Если диаметр менее 300 мм, то каждый сварщик заваривает участок длиной в половину окружности. В один и тот же момент сварщики должны находиться у диаметрально противоположных точек стыка. Если диаметр труб 300 мм и более, то корневой шов сваривают обратноступенчатым способом участками по 200-250 мм.
 |  | ||
В стыках труб диаметром до 300 мм с толщиной стенки более 40 мм первые три слоя следует сваривать обратноступенчатым способом, а последующие слои - участками, равными половине окружности.
Стыки труб из низколегированных сталей диаметром свыше 600 мм при толщине стенки 25-45 мм сваривают так: все слои шва выполняют обратноступенчатым способом участками не более 250 мм.
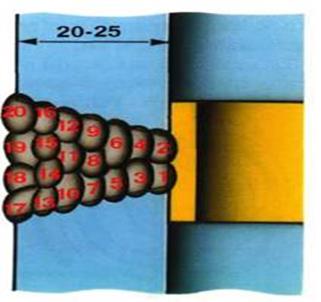
Трубы диаметром более 600 мм из хромомолибденованадиевых сталей сваривают одновременно двое и более сварщиков, у каждого из которых свой отрезок стыка. Применяют обратноступенчатый способ (участки по 200-250 мм). Четвертый и последующие слои допускается выполнять участками, равными четверти окружности.
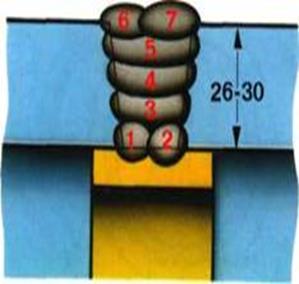
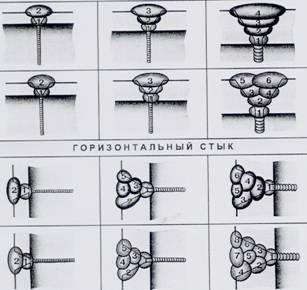
Очередность выполнения и примерное расположение слоев и валиков (1 - 20) при сварке вертикального и горизонтального стыков толстостенных труб из углеродистых и низколегированных сталей
Техника ручной дуговой сварки труб покрытыми электродами
 |
Сварка неповоротного вертикального стыка
 | |||
 | |||
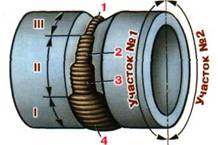
Сварной шов выполняется за два приема. Периметр стыка условно делится вертикальной осевой линией на два участка, каждый из которых имеет три характерных положения:
• потолочное (позиции 1-3);
• вертикальное (позиции 4-8);
• нижнее (позиции 9-11). Каждый участок сваривается с потолочного положения. Сварка ведется только короткой дугой:

где d - диаметр электрода. Оканчивают шов в нижнем положении.
Сварку каждого из участков начинают со смещением на 10 20 мм от вертикальной осевой. Участок перекрытия швов - «замковое» соединение - зависит от диаметра трубы и может быть от 20 до 40 мм. Чем больше диаметр трубы, тем длиннее «замок»
Начальный участок шва выполняют в потолочном положении «углом назад» (поз. 1,2). При переходе на вертикальное положение (поз. 3-7) сварка ведется «углом вперед». По достижении позиции 8 электрод ориентируют под прямым углом, а, перейдя в нижнее положение, сварку вновь ведут «углом назад».
Перед сваркой второго участка нужно зачистить начальный и конечный участки шва с плавным переходом к зазору или к предыдущему валику. Сварку второго участка следует выполнять так же, как и первого.
Для корневого шва применяют электрод диаметром 3 мм. Сила тока в потолочном положении 80-95 А. На вертикали ток рекомендуется уменьшить до 75-90 А. При сварке в нижнем положении ток увеличивают до 85-100 А.
При сварке труб с качественным формированием корня шва без подварки проплавление достигается путем постоянной подачи электрода в зазор. Добиваясь проплавления внутри трубы, можно получить шов с выпуклой поверхностью, что потребует последующей механической его зачистки в потолочном положении.
Заполнение разделки труб с толщиной стенки более 8 мм происходит неравномерно. Как правило, отстает нижнее положение. Для выравнивания заполнения разделки необходимо дополнительно наплавить валики в верхней части разделки. Предпоследние слои должны оставить незаполненную разделку на глубину не более 2 мм
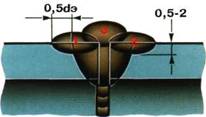 |
Облицовочный шов сваривают за один или несколько проходов. Предпоследний валик заканчивают так, чтобы разделка осталась незаполненной на глубину 0,5-2 мм, а основной металл по краям разделки был переплавлен на ширину 1/2 диаметра электрода.
При сварке труб диаметром менее 150 мм с толщиной стенки менее 6 мм, а также в монтажных условиях, когда источник питания удален от места работы, сварку ведут при одном и том же значении сварочного тока. Рекомендуется подбирать токовый режим по потолочному положению, ток в котором достаточен и для нижнего положения. При сварке на подъеме из потолочного положения в вертикальное, чтобы не было чрезмерного проплавления, следует прибегнуть к прерывистому формированию шва. При этом способе периодически прерывают процесс горения дуги на одной из кромок.
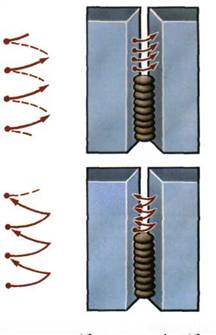
В зависимости от толщины стенки трубы, зазора и притупления кромок рекомендуется выполнять сварку «мазками» одним из способов:
1. Зажигают дугу постоянно на одной из кромок, а обрывают после формирования ванночки – на другой. Пауза между обрывом и зажиганием должна быть такой короткой, чтобы металл шва не успел полностью закристаллизоваться, а шлак - остыть.
2. При большой толщине металла зажигают и обрывают дугу на одной и той же кромке.
Не рекомендуется зажигать дугу в том месте, где только что был ее обрыв. Нельзя, не оборвав дугу, перемещать электрод вперед по разделке, а затем вновь возвращаться на шов.
• . зажигание дуги обрыв дуги
Сварка неповоротного горизонтального стыка
Сварка с формированием стабильного проплавления ведется электродом диаметром 3 мм. Сварочный ток выбирают в зависимости от толщины основного металла, зазора между кромками и толщины притупления. Наклон электрода составляет 80-90° к вертикали. При сварке «углом назад» наклон обеспечивает максимальное проплавление, а «углом вперед» - минимальное.
При недостаточном проплавлении длину дуги следует держать короткой, а при нормальном проплавлении - средней.
 | 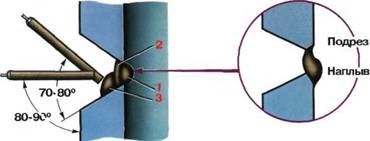 | ||
Корневой шов лучше выполнять с минимальными размерами сварочной ванны, чтобы не было подрезов и наплывов с обратной стороны шва.
Второй валикформируют так, чтобы расплавлять первый корневой шов и обе кромки трубы. Сварочный ток устанавливают в среднем диапазоне. Наклон злектрода - такой же, как при сварке первого корневого шва. Сварку ведут «углом назад». Скорость выбирают такой, чтобы внешний вид валика был нормальным (не выпуклым и не вогнутым)
Третий валиклучше выполнять на повышенных режимах. Сварку ведут под прямым углом или «углом назад». Скорость выбирают такой, чтобы валик был выпуклым, с полочкой для удержания металла ванны последующего валика. Траектория дуги должна совпадать с краем второго валика.
Четвертый валик- горизонтальный. Его выполняют на тех же режимах, что и третий. Электрод наклоняют под углом 80-90° к вертикальной поверхности трубы. Скорость сварки поддерживают такой, чтобы расплавлялись верхняя кромка разделки, поверхность второго валика и вершина третьего валика. Внешний вид четвертого валика должен быть нормальным.
 |
«Замковые» соединениясваривают с плавным увеличением размера шва в начале и уменьшением на конечном участке, «набегающим» на начало шва на 20-30 мм.
Многопроходную сварку труб рекомендуется вести по спирали. Тогда получается меньше «замковых» соединений.
Сварку лицевого слоянадо выполнять электродами того же диаметра, какие использовались при заполнении разделки, но не более 4 мм. Последний верхний валик укладывают на более высокой скорости, чтобы он оказался узким и плоским
ТЕХНОЛОГИЯ РУЧНОЙ АРГОНОДУГОВОЙ СВАРКИ ТРУБ
Технологические варианты
• сварной шов полностью выполняется ручной аргонодуговой сваркой неплавящимся электродом (рекомендуется при толщине стенки до 3 мм);
• сварной шов выполняется комбинированным способом: корневой шов - ручной аргонодуговой сваркой неплавящимся электродом, а последующие слои - ручной дуговой сваркой покрытым электродом (целесообразен при толщине стенки трубы 4 мм и более).
Ориентировочное расположение слоев и валиков (1 - 8)
 |
в стыках, сваренных по различным технологическим вариантам
При толщине стенки до 2 мм сечение стыка следует сваривать в один слой
Ручная аргонодуговая сварка неплавящимся W-электродом применяется для неповоротных стыков труб из низкоуглеродистых, низколегированных и легированных (коррозионностойких) сталей. Диаметр свариваемых труб - менее 100 мм, толщина стенки - до 10 мм.
Выбор параметров режима
• Сварочный ток выбирают: при однопроходной сварке - в зависимости от толщины стенки трубы, а при многопроходной - исходя из высоты валика, которая должна составлять 2-2,5 мм. Сварочный ток назначают из расчета 30 - 35 А на 1 мм диаметра электрода.
• Напряжение на дуге должно быть минимальным, что соответствует сварке короткой дугой.
• Скорость сварки регулируют так, чтобы гарантировались проплавление кромок и формирование требуемых размеров шва.
• Расход защитного газа зависит от марки свариваемой стали и токового режима (от 8 до 14 л/мин).
• Присадочная проволока диаметром 1,6-2 мм выбирается по марке свариваемой стали (см. таблицу на с. 16).
Дата добавления: 2017-02-13; просмотров: 9909;
Поиск по сайту
Узнать еще
- A. Трубопроводная обвязка окружения испарителя.
- II. Сварка металлов
- А, б - с помощью накладок; в - внахлестку; 1 - рабочий стержень; 2 - стыковая накладка;3 - сварной шов.
- А. Особенности подъема, поддержания и укладки трубопровода при капитальном ремонте с заменой труб
- А. Сведения о трубах и сварных фасонных деталях
- АВАРИИ НА ТРУБОПРОВОДАХ.
- Аварии с разрывом трубопроводов в помещениях БС.
- Аварийный запас труб, правила хранения и содержания труб аварийного запаса

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
