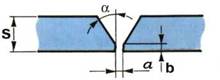
Зазоров в соединениях
 |  | ||||
 | |||||
нахлесточном тавровом стыковом
Сборка стыков труб
При сборке стыков с односторонней разделкой кромок и свариваемых без подкладных колец и подварки корня шва смещение внутренних кромок не должно быть выше, чем установлено технической документацией на трубопровод.
Подготовленные кромки и прилегающие к ним участки должны быть зачищены механическим способом до металлического блеска и обезжирены на ширину не менее 20 мм с наружной и не менее 10 мм с внутренней стороны.
При сборке стыков труб под сварку следует пользоваться центровочными приспособлениями, предпочтительно
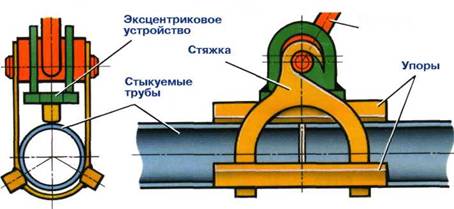 |
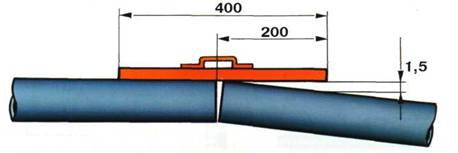
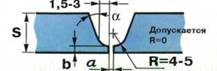
Прямолинейность труб в стыке В правильно собранном стыке (отсутствие переломов) и смещение просвет между концом линейки и кромок проверяют линейкой дли- поверхностью трубы должен быть ной 400 мм, прикладывая ее в трех- не более 1,5 мм, а в сваренном четырех местах по окружности стыка, стыке - не более 3 мм.
 |
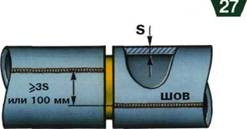
При сборке труб и других элементов, имеющих продольные и спиральные швы, последние должны быть смещены стенки свариваемых труб, но не менее 100мм.
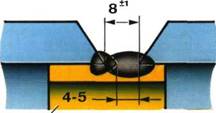
последовательность сборки стыка с подкладным кольцом
• устанавливают кольцо в одну из труб с зазором между ним и внутренней поверхностью трубы не более 1 мм;
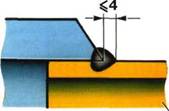
• делают прихватку кольца с наружной стороны трубы в двух местах, а затем приваривают его к трубе ниточным швом с катетом не более 4 мм;
• зачищают ниточный шов от шлака и брызг;
• надвигают на выступающую часть подкладного кольца стыкуемую трубу;
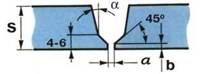
• устанавливают зазор 4-5 мм между ниточным швом и стыкуемой трубой;
•
 |
проверяют правильность сборки;
• приваривают подкладное кольцо ниточным швом к стыкуемой трубе.
 |
Приварка подкладного кольца
к первой трубе
 |
ко второй трубе
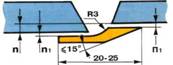
Корневой шов сваривают электродами диаметром 2,5-3,0 мм. Размеры подкладного кольца: ширина 20-25 мм, толщина 3-4 мм.
Перед прихваткой и началом сварки качество сборки должен проверять сварщик.Качество сборки стыков трубопроводов под давление выше 2,2 МПа или диаметром более 600 мм независимо от рабочего давления проверяет мастер или контролер.При контроле качества сборки стыков паропроводов с рабочей температурой 450°С и выше необходимо убедиться в наличии заводского номера плавки, номера трубы.
Конструкции стыков трубных элементов по РД 153-34.1-003-01
| Подготовленные кромки свариваемых деталей | Способ сварки | Наружный диаметр мм | |||
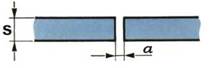
Разделка без скоса кромки и без подкладного кольца | РД | 
| |||
| РАД | 
| ||||
| Г |
| ||||
| ААД |
| ||||
| АФ | 
| ||||
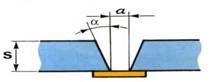
V- образная разделка без подкладного кольца
| РД, МП | любой | |||
| РАД, АДД | 
| ||||
| АФ |
| ||||
| КСС | 
| ||||
| Г |
| ||||
 V- образная разделка с подкладного кольца V- образная разделка с подкладного кольца
| РД | 
| |||
| РД |
| ||||
| РД |
| ||||
| МП |
| ||||
| МП | 
| ||||
| АФ | 
| ||||
| АФ |
| ||||
двухскосная разделка без подкладного кольца
| см. обозначение | ||||
| МП |
| ||||
| КСС |
| ||||
чашеобразная разделка без подкладного кольца
| КСС | 
| |||
| см. обозначение |
| Конструктивные размеры | |||||

| 
| 
| 
| I | |
| 2 - 3 | 0,5 - 1,5 | - | - | ||
| 1 - 3 |  0,3; (0,5 -1,5) 0,3; (0,5 -1,5)
| - | - | ||
| 1 - 3 | 0,5 -1,5 | - | - | ||
| 4
| 0,3
| - | - | ||
| 4 - 8 | 1,5-2,0 | - | - | ||
| 3 - 5 | 1,0-1,5 | 0,5 - 1,5 ,5 | 30 ± 3; (25 - 45) 45) | ||
| 6 - 14 | 1,0-2,0 | 0,5 - 1,5 | 30 ± 3; (25 - 45) | ||
| 15 - 25 | 2,0 - 2,5 | 0,5 - 1,5 ,5 | 30 ± 3; (25 - 45) 45) | ||
| 4 - 25 | 0,5; (1 - 2)
| 0,5 – 1,5 ,5 | 30 ± 3; (25 – 45) 45) | ||
| 2 - 10 | 0,5;(1 -2)
| 0,5 – 1,5 | 30 ± 3; (25 - 45) | ||
| 3 - 8 | 1 - 2 | 0,5 – 1,5 ,5 | 30 ± 3; (25 - 45) | ||
 16 16
| 7 - 9 | - | 15 ± 2 | ||
| 16
| 7 - 9 | - | 7 ± 1 | ||
| 5
| 2,5 - 3,5 | - | 30 ± 3; (25 - 45) | ||
| 5
| 8 - 9 | - | 30 ± 3; (25 - 45) | ||
| 10
| 8 - 9 | - | 15 ± 2 | ||
| 4 - 5 | 4 - 5 | - | 15 ± 2 | ||
| 5
| 6 - 7 | - | 15 ± 2 |
Зазор  без скобок – при выполнении корневого слоя аргонодуговой сварки без присадочной проволоки; в скобках – с присадком
без скобок – при выполнении корневого слоя аргонодуговой сварки без присадочной проволоки; в скобках – с присадком
Углы скоса кромок  в скобках – предельно допустимые
в скобках – предельно допустимые
| 16
| 1,5 – 2,5 | 1,5 -2,0 - | 10 ± 2 |
| 10
| 0,5; (1 - 2)
| 1,5 -2,0 - | 10 ± 2 |
| 5
| 0,5;(1 - 2)
| 3 ± 0,2 | 15 ± 2 |
РД – ручная дуговая сварка
РАД – ручная аргонодуговая сварка
ААД – автоматическая аргонодуговая
Г – ручная газовая ацетиленокислородная
МП – полуавтоматическая в углекислом газе
АФ – автоматическая дуговая сварка под флюсом
КСС – комбинированная: корень шва выполняется РАД, а остальные слои – РД или МП
Допустимые смещения (несовпадения) внутренних диаметров стыкуемых трубных элементов по РД 153-34.1-003-01
| Характер отклонения и эскиз стыкуемых элементов | Толщина стенки, мм | Давление рабочей среды, кгс/см² (МПа) | Диаметр, мм | Допустимое отклонение, мм | |||
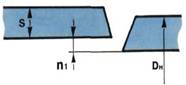 Смещение внутренних диаметров стыков труб Смещение внутренних диаметров стыков труб
| 
| 
| 
| 
| |||

|
|
| 
| ||||
| не нормирована | 
| не нормировано | 
| ||||
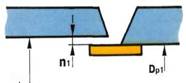
Кольцевой зазор между подкладным кольцом и внутренней поверхностью труб
| не нормирована | не нормировано | 
| 
| |||
Кольцевой зазор между подкладным кольцом и внутренней поверхностью трубы | не нормирована | не нормировано | не нормирован | При  фигурное подкладное кольцо размером фигурное подкладное кольцо размером
|
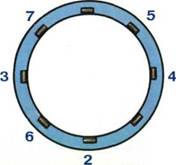
Прихватки располагают равномерно по периметру стыка:
 |
| Диаметр труб, мм | Число прихваток | Протяженность прихваток, мм |
| До 50 | 1 -2 | 5-20 |
| Св. 50 до 100 | 1 -3 | 20-30 |
| Св. 100 до 400 | 3-4 | 30-40 |
| Св. 400 | Через 300-400 мм | 40-60 |
Дата добавления: 2017-02-13; просмотров: 3273;
Поиск по сайту
Узнать еще
- Базовые понятия о соединениях
- Виды элементарных связей в твердых телах и монолитных соединениях
- Влияние зазоров и контактных деформаций в опорах на погрешность позиционирования промышленных роботов
- Влияние зазоров между лопастями винта и корпусом судна на КПД винта
- Деформации и напряжения в паяных соединениях и узлах
- Динамические нагрузки при выборе зазоров. Пути их снижения
- Допуски и посадки в шпоночных соединениях

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
