Последовательность выполнения работы
1. Изучите виды токарных работ, режущий инструмент и приспособления для закрепления заготовки. Ознакомьтесь с этими элементами технологической системы по демонстрационным стендам.
2. Изучите по пособию устройство и назначение токарно-винторезного станка модели 16К20.
3. Проследите за выполнением на станке учебным мастером следующих токарных работ: точение цилиндрической и конической поверхностей, подрезание торца заготовки, сверление отверстия, нарезание резьбы, отрезание заготовки.
4. Получите индивидуальное задание для самостоятельной работы (таблица 1.1) по разработке последовательности и эскизов изготовления детали методом токарной обработки и выбору технологической оснастки.
Выполните перечисленные далее действия.
4.1. Начертите эскизы заготовки и детали с контуром заготовки и обозначьте на эскизе детали арабскими цифрами обрабатываемые поверхности.
Примечание: На эскизе детали (таблица 1.1) обрабатываемые поверхности выделены утолщёнными линиями. Контур заготовки на эскизах показан пунктирной линией. Пример представления задания в отчёте дан на рисунке 1.13.
4.2. Для каждой из обрабатываемых поверхностей выберите способ токарной обработки, а для обработки конической поверхности — конкретный метод обработки (см. рис. 1.9), режущий инструмент и приспособление.
4.3. С помощью преподавателя составьте последовательность обработки заготовки и запишите её в в виде технологических и вспомогательных переходов.
| 
|
Рис. 1.13. Эскизы заготовки (а) и детали с нумерацией обработанных поверхностей (б)

Таблица 1.1
 Индивидуальные задания
Индивидуальные задания
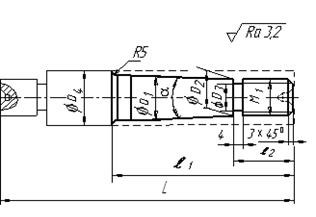
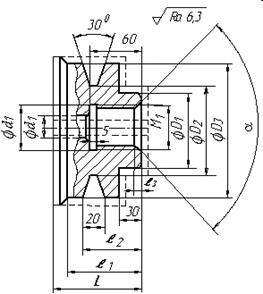
| № п/п | Эскиз детали с припусками на обработку | Размеры детали | Элементы режима резания | |||||||||||
| L, мм | ℓ1, мм | ℓ2, мм | D1, мм | D2, мм | D3, мм | D4, мм | d1, мм | d2, мм | a, град. | t, мм | υ, м/мин | Sо, мм/об | ||
| 1,5 | 0,15 | ||||||||||||
| 2,0 | 0,30 | |||||||||||||
| 2,5 | 0,30 |
Продолжение табл. 1.1
| № п/п | Эскиз детали с припусками на обработку | Размеры детали | Элементы режима резания | ||||||||||
| L, мм | ℓ1, мм | ℓ2, мм | D1, мм | D2, мм | D3, мм | D4, мм | a, град. | М1 | t, мм | υ, м/мин | Sо, мм/об | ||
| М50 | 2,5 | 0,20 | ||||||||||
| М25 | 2,0 | 0,17 | |||||||||||
| М50 | 1,5 | 0,15 |

 Продолжение табл. 1.1
Продолжение табл. 1.1
| № п/п | Эскиз детали с припусками на обработку | Размеры детали | Элементы режима резания | ||||||||||
| L, мм | ℓ1, мм | ℓ2, мм | D1, мм | D2, мм | D3, мм | D4, мм | d1, мм | a, град. | t, мм | υ, м/мин | Sо, мм/об | ||
| 2,0 | 0,12 | |||||||||||
| 1,5 | 0,10 | ||||||||||||
| 1,0 | 0,15 |
Окончание табл. 1.1
| № п/п | Эскиз детали с припусками на обработку | Размеры детали | Элементы режима резания | ||||||||||||
| L, мм | ℓ1, мм | ℓ2, мм | ℓ3, мм | D1, мм | D2, мм | D3, мм | d1, мм | d2, мм | a, град. | М1 | t, мм | υ, м/мин | Sо, мм/об | ||
| М50 | – | 0,15 | ||||||||||||
| М60 | – | 0,20 | |||||||||||||
| М90 | – | 0,25 | |||||||||||||
| Припуск на обработку 4 мм. | По варианту № 12 точению подлежит трапецеидальная канавка |

4.4. Начертите эскизы технологических переходов обработки заготовки и представьте их последовательность в виде технологической карты изготовления детали. В таблице 1.2 дан пример разработки последовательности изготовления детали, выполненный применительно к заданию, представленному на рисунке 1.13.
4.5. Выполните расчёты, необходимые для наладки станка на обработку конической поверхности с углом конуса a (определите nст, Sо, t), используя формулы (1.2–1.4), и опишите процесс наладки.
Исходные при расчётах значения элементов режима резания для обработки конической поверхности представлены в трёх правых столбцах таблицы 1.1.
4.6. Определите число рабочих ходов i, необходимых для удаления припуска при обработке конической поверхности. Значение i рассчитывают по формуле (1.5) в тех случаях, когда толщина припуска на сторону превышает допустимое или указанное в задании значение глубины резания t.
i = |Dзаг – d|/2t, (1.5)
где Dзаг — диаметр заготовки или диаметр обработанной поверхности перед выполнением перехода обработки конической поверхности, d — диаметр наименьшего (для внутренней конической поверхности — наибольшего) основания конуса детали. Полученную по формуле (1.5) цифру округляют до целого значения в большую сторону.
Таблица 1.2
Технологическая карта последовательности изготовления детали «Втулка» на токарно-винторезном станке модели 16К20
| Номер пе-ре-хода | Номер обрабатываемой поверхности | Содержание перехода | Эскиз перехода | Режущий инструмент | Приспособление |
| Установить и закрепить заготовку. | 
| Трёхкулачковый самоцентрирующий патрон |
Продолжение табл. 1.2
| Подрезать торец заготовки в размер 60 мм. | 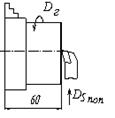
| Подрезной резец | Трёхкулачковый самоцентрирующий патрон | ||
| 4, 6 | Точить поверхность диаметром 50 мм на длину 40 мм. | 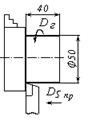
| Проходной прямой упорный резец | ||
| Сверлить отверстие диаметром 20 мм напроход. | 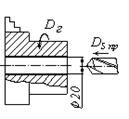
| Спиральное сверло Ø 20 мм | Втулка переходная | ||
| Точить фаску 5 ´ 45о. | 
| Проходной отогнутый резец | Трёхкулачковый самоцентрирующий патрон | ||
| Точить канавку диаметром Ø40 мм и шириной 5 мм. | 
| Канавочный резец | |||
| Точить канавку с углом 90о. | 
| Фасонный резец |
Продолжение табл. 1.2
| Расточить коническую поверхность с углом 30о. | 
| Расточной проходной резец | |||
| Раскрепить и снять деталь. |
Содержание отчёта
1. Наименование работы.
2. Номер, формулировка и исходные данные индивидуального задания (см. таблицу 1.1).
Индивидуальное задание: «Разработать последовательность токарной обработки заготовки детали «________», выбрать технологическую оснастку, режим обработки и подготовить технологическую карту».
3. Эскизы детали (с указанием размеров поверхностей, подлежащих обработке, по примеру рисунка 1.13, б) и заготовки.
4. Последовательность изготовления детали в виде технологической карты (по примеру, представленному в таблице 1.2).
5. Выбор метода обработки конической поверхности, типа режущего инструмента и описание наладки станка на её обработку.
6. Расчёты для наладки станка на обработку конической поверхности:
— определение частоты вращения шпинделя станка nрасч по формуле (1.2) и выбор nст;
— расчёт числа рабочих ходов i, необходимых для удаления припуска при обработке конической поверхности, по формуле (1.5);
— расчёт числа делений по лимбу станка k, на которое следует повернуть винт поперечного перемещения салазок суппорта при установке резца на заданную глубину резания;
— расчёт угла поворота верхнего суппорта a/2по формуле (1.3) или величины смещения задней бабки h по формуле (1.4).
Дата добавления: 2021-05-28; просмотров: 611;
Поиск по сайту
Узнать еще
- Cпецифика логопедической работы в остром периоде
- H. Разработка мер по повышению качества работы органа здравоохранения
- I. Определение условий выполнения рукописи.
- II раздел. Организация работы логопеда в группе для детей с ОНР
- II. Научность, систематичность и последовательность обучения.
- IV. Выполнение работы
- IV. Выполнение работы
- IV. Выполнение работы

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
