Зажимные приспособления 3 глава
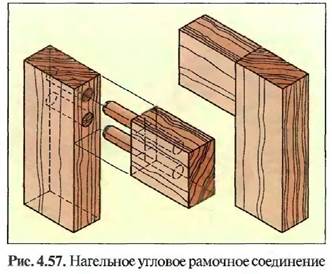
8.1. Нагельное угловое рамочное соединение
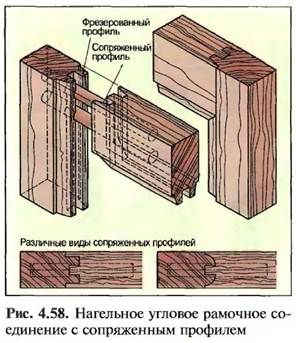
В нагельном соединении части рамы могут быть соединены встык, со скосом, с выступом или без, с профилем или сопряженным профилем (рис. 4.57 и 4.58).
Использование выступа дает преимущества в том случае, когда речь вдето соединении особенно широких рамочных конструкций, которые могут сильнее покоробиться или усохнуть. При производстве нагельных соединений необходимо следить затем, чтобы отверстая для нагелей при сверлении оставались соосными, иначе при сборке рама может перекоситься.
Бели рама имеет фальц или паз для филенки, то торцевая поверхность перекладины должна быть подогнана к этому профилю. Для того чтобы отверстия оставались соосными, изделия при таком угловом соединении необходимо сверлить обязательно перед вырезанием фальца или паза.
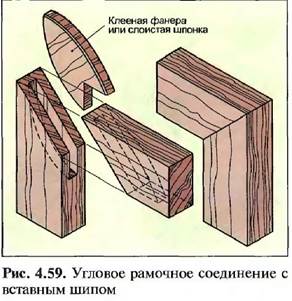
8.2. Угловое рамочное соединение с вставным шипом
Углы рам могут быть также соединены при помощи шпонки.
Если шпонка имеет такую же толщину и ширину, как обычный шип, то сс называют вставным шипом. При этом стойка и поперечина рамы срезаются со скосом, и в них вырезается соответствующий паз для шпонки или вставного шипа (рис. 4.59 и 4.60). При использовании фасонных шпонок соединение со всех сторон остается невидимым.
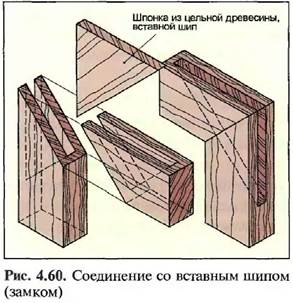
Рамы также могут быть сначала проклеены встык со скосом. После схватывания клея в них вырезается паз для стабилизирующего шипа (замка).

8.4.1. Переплетные соединения
В переплетных соединениях перекладины, как правило, соединяются крест на крест. Перекладины в основном имеют паз или профиль и фальц для установки стекла или деревянной филенки. Для перекладин с фаской (рис. 4.61) вертикальную перекладину вырезают с дух сторон под наклоном, а для изготовления соединения в четверть также вырезают Iюловину толщины снизу. При этом горизонтальную перекладину вырезают под прямым углом спереди, В перекладинах с профилем места соединения должны быть вырезаны со скосом (рис. 4.61). Эту работу можно также выполнять с использованием усорез- ного вырубного станка для перекладин (рис. 3,124).
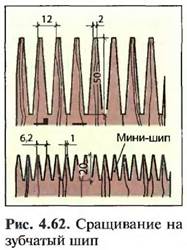
8.4.2. Сращивание
Сращивание делает возможным соединение древесины в направлении волокон древесины. Сращивание древесины но длине можно производить соединением в четверть, шиповым соединением, свободного или вставного шипа, а также с помощью слоистого склеивания или сращивания па зубчатый шип.
При слоистом склеивании доски строгаются на одинаковую толщину и в несколько слоев наклеиваются друг на друга. При этом стыковые зазоры располагаются сдвинуто. Таким способом получают круглые царги столов и другие изогнутые изделия.
При сращивании на зубчатый шип концы обрабатываемых деталей обрабатываются специальными фрезами. При тщательном изготовлении, про- клеивании и прессовании такое соединение подлине является очень хорошим. Оно используется для удлинения профильных реек, досок и деревянных деталей, предназначенных для изготовления рам.
8.4.3. Каркасные соединения


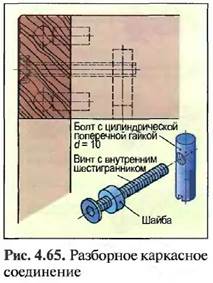
В каркасных соединениях корпуса соединяются с ножками мебели. Для этого используются угловые шиповые каркасные соединения (рис. 4.63) и нагельные каркасные соединения (рис. 4.64). Для того чтобы, несмотря на маленькую площадь поперечного сечения ножки, шипы и нагели можно было глубо-ко ввести в древесину, перекладину необходимо установить в наружном крае ножки настолько далеко, насколько это возможно. Шипы и нагели могут иметь скос. В случае широких перекладин нагели также можно вбивать со сдвигом. Для тяжело склеиваемой древесины каркасы также могут иметь разъемные соединения. Для этой цели особе] 1Но подходят винты с внутренним шестигранником с цилиндрической поперечной гайкой (рис. 4.65).
4.8. Рамы и филенки
Филенки могут быть изготовлены из массивной древесины, столярных плит с цельной основой, древесностружечных и древесноволокнистых плит или стекла. Филенка может быть вставлена в раму в шпунт, вложена в фальц, с одной или двух сторон закреплена рейками, а также перекрыта (рис. 4.67).
Фальцовочные рейки (штапики) должны выступать вперед или назад за древесину рамки. Но они могут быть также сделаны с маленькими заплечиками в древесине рамки.


Стеклянные филеночные пластины можно закреплять только с помощью реек, чтобы в случае повреждения стекло можно было заменить. Для того чтобы филенка удерживала особенно изящные рамки, их необходимо прокладывать колодками (рис. 4.66). Если поверх] юсть филе! гки имеет 31 щчительнос разделение, то можно использовать филенки с калевочным стыком или раму со средником (рис. 4.67).
 ЗАДАНИЯ
ЗАДАНИЯ
8.4.3. Опишите способы правильного склеивания массивной древесины, при которых древесина будет коробиться как можно меньше.
8.4.3. Расскажите на примере, как можно предотвратить или снизить коробление массивной древесины при склеивании.
8.4.3. Как можно увеличить площадь склеивания при сплачивании и укрепить соединение?
8.4.3. Расскажите о различиях в способах изготовления и устойчивости нагельных и шпоночных угловых соединений деталей из древесностружечных плит.
8.4.3. Опишите нагельные, шпоночные и шиповые рамочные соединения с точки зрения их прочности и экономичности.
8.4.3. Нарисуйте эскиз открывающейся влево рамочной двери со стеклянной пластиной в качестве филенки и обоснуйте способ укрепления двери колодками.
8.4.3. Опишите и нарисуйте угловое рамочное нагельное соединение с сопряженным профилем.
Предложите варианты встраивания в раму филенки из массивной древесины.
8.4.3. Сравните переплетные соединения с надвинутым профилем и профилем со скосом.
8.4.3. Опишите конструкцию разборного каркасного соединения.
4.9. Фанерование
Под фанерованием понимают наклеивание шпона на несущий материал. Таким материалом могут быть, например, фанерные и столярные плиты, древесностружечные и древесноволокнистые плиты, а также цельная древесина.
4.9.1. Выбор шпона
Для выбора шпона необходим опыт и надежная интуиция в отношении красоты и действия древесины. При этом необходимо обдумать, должен ли предмет мебели, изготовленный из соответствующей породы древесины, иметь гладкую или свилеватую текстуру поверхности. Для одного комплекта мебели должен использоваться по возможности шпон, полученный с одного и того же ствола. Для того чтобы предотвратить нежелательные изменения формы, в принципе необходимо производить фанерование с обеих сторон с одинаковым направлением волокон шпона. Если плита фанеруется только с одной стороны, то возникают односторонние напряжения, которые нельзя выровнять. Для дверей и наружных поверхностей слои облицовочной и внутренней фанеры должны быть одинаковы по толщине, чтобы двери или другие поверхности не коробились под влиянием разных напряжений.
При выборе декоративной облицовочной фанеры необходимо обращать внимание на то, что направление волокон при накладывании на слоеную древесину должно проходить всегда поперек направления волокон наружного слоя, при фанеровании шпоном массивной древесины — всегда в том же направлении, что и у волокон древесины. Для возникновения симметричного рисунка шпона листы шпона переворачивают, то есть лежащие друг па друге в стволе шпоповые слои откидывают ся друг от друга. И з-за этого число листов I шкета фанеры должно быть всегда кратно 2 или 4. Кроме того, необходимо обращать внимание не только на структуру шпона, то есть па сучки, пороки роста или окраски, но и на погрешно-
сти изготовления. Погрешностями изготовления в данном случае являются места, где измеряемая толщина меньше, чем по всей площади шпона. Их можно легко увидеть, если посмотреть на лист шпона против света.
8.5.1. Разрезание и фугование шпона
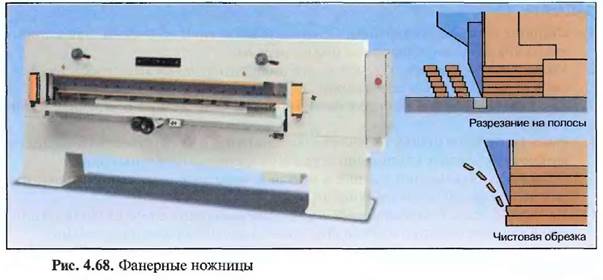
До того как шпон будет разрезан, необходимо проверить его на содержание влажности, Наклеенный во влажном состоянии шпон образует после высыхания маленькие волосные трещины, которые позже проявляются на блестящей поверхности. Поэтому шпон перед обработкой должен иметь влажность нс более 6-10%. Отрезание шпона по длине производится пакетным способом на станке для фугования кромок шпона или фанерных ножницах (рис. 4.68), разрезание отдельных листов шпона также можно производить с помощью пилки для шпона (рис. 4.70). Для продольного разрезания, а также обрезания кромок и фугования применяют станок для фугования кромок шпона или фанерные ножницы.
Фугование также возможно нафуговально-сгрогальном станкс, если лист шпона зажать между двумя досками. Плохо подогнанные кромки должны быть по возможности обработаны начисто фуганком, чтобы стык был плотным (рис. 4.71).
Если обработке подлежит волнистая фанера, как, например, узорчатая или корневая свилеватая фанера, то она перед фанерованием должна быть один или несколько раз подвергнута плоскому прессованию, чтобы после проклеивания кромки хорошо стыковались. Для этого они слегка увлажняются и при температуре примерно 40еС зажимаются в прессе. Проложенная между нагревательными плитами и шпоном бесцветная нспрессованная бумага впитывает часть подаваемой жидкости. Только когда шпон высыхает, его можно обрабатывать дальше.
8.5.2. Соединение шпона
Листы шпона, как правило, имеют меньшую ширину, чем это требуется дтя обрабатываемого изделия. Поэтому их 1 юобходимо соединять между собой. При этом отдельные листы шпона соединяются между собой при помощи гуммированной

бумажной ленты (для стяжки фуг), полосами клейкой ленты для шпона, полиамидными нитями или клеями для получения фанерованной поверхности. Соединение листов шпона производится вручную с помощью ребросклеивающего приспособления для стяжки шпона. Для того чтобы шпон не растрескивался, торцевые концы также заклеиваются гуммированной лептой. Для блестящих поверхностей края листов шпона для лучшего соединения незадолго до накладывания на основу могут быть дополнительно покрыты клеем, чтобы позднее, после нанесения лакового покрытия, стыки не выделялись.
Машинное соединение шпона может производиться как в продольном, так и в поперечном направлении. На соединительном станке для стяжки шпона листы соединяются зигзагом в продольном направлении полиамидной нитью (рис. 4.69). При этом с одной или двух сторон через нагреваемый нитеводитель наносится клеевая нить и с помощью нажимных роликов плоско раскатывается. На других станках стыки могут проклеиваться клеем ПВА, плавящимися клеящими веществами или клеями на основе мочевиноформальдегидной смолы. На более крупных предприятиях используются станки для склеивания шпона встык, которые с помощью быстросхватывающегося вяжущего вещества на основе ПВА делают возможным склеивание шпона в поперечном направлении. Проклеенные стыки могут быть укреплены также и дополнительным сшиванием нитками.
4.9.4. Подготовка основы для приклеивания шпона
Поверхности фанерных и столярных, а также древесностружечных плит, как правило, имеют волнистую поверхность. Так как эта волнистость хорошо просматривается налакированных поверхностях, то эти неровности необходимо удалитьперед фанерованием. Лучше всего это делать на широкоформатной шлифовальной машине. Если для шлифования применяется продольная шлифовальная машина, то па нее необходимо установить большой шлифовальный башмак. Шлифование производится грубой шлифовальной бумагой, по возможности под наклоном к волокнам верхнего слоя плиты. Если плита отшлифована неровно, то после высыхания клея в местах неровностей образуются углубления. При использовании клея па основе мочевиноформальдегидной смолы он плотно проникает в такие места углублений и образует наплывы.





Для того чтобы покрыть шпоном узкие поверхности (канты и кромки), необходимо использовать накладку из массивной древесины, фанеры или искусственного материала. Накладка из массивной древесины должна иметь влажность такую же, как и плита, то есть от 6 до 9%. Как правило, она наклеивается неразведенным клеем встык. Если место склеивания должно быть невидимым, то накладку наклеивают до фанерования. Если па- кладку наклеивают на края уже фанерованной поверхности, то она выглядит как обрамление. Так как накладка легко проступает через слой декоративного шпона, ее необходимо делать как можно тоньше или использовать вклейку из рейки или бруска. Широкие накладки необходимы в том случае, когда края плиты должны быть профилированы. Если накладка присоединяется впритык к уг-лам, то она должна иметь скос. Для закруглений используются закругленные канты или вставки из массивной древесины необходимой формы, имеющие соответствующие скосы на углах. Эти вставки могут быть скруглены и на заключительном этапе работы (рис. 4.72).
Накладка напрессовывается на края и канты с помощью пневматического иди механического прижимного оборудования типа струбцин и хлопцев. Приклеенная часть из массивной древесины может быть подвергнута плоскому строганию или фрезерованию только после высыхания клея (см. 3.3.1, рис. 3.106).
Если фанерованные плиты не должны более подгоняться под другие обрабатываемые детали, то их края можно также зафанеровать. Как правило, на края наклеиваются накладки из шпона или накладки из цельной древесины. Если необходимо фанеровать закругления, то фанерованный край прижимается сопряженным профилем (рис. 4.73) или гибким прижимным элементом. Если для фанерования кантов применяют контактные клеи, то их необходимо наносить на обе соединяемые части. После испарения растворителя шпон притирается к краю.
Накладки из искусственного материала перед роликом намазываются клеем ПВА или, если на них уже нанесено плавящееся клеящее вещество, приглаживаются утюгом. Оставшиеся излишки накладок из шпона или пластмассы могут быть отрезаны с помощью ручною фрезера только после схватывания ются.
Накладки из массивной древесины, шпона или искусственных материалов моїут также наклеиваться на узкие поверхности плит машинным способом на станке для оклейки кромок (рис. 4.75). На станке устанавливается соответствующий магазин и подающее оборудование. Наклеивание происходит методом коп-
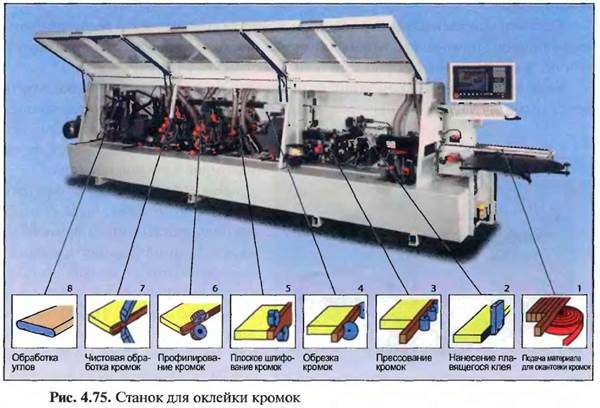
вейера с использованием плавящегося клея. При этом клей в горячем виде наносится на канты через форсунку, а непосредственно за этим автоматически подаваемая накладка напрессовывается роликами. В зависимости от оснащения машины дальше производится торцовка (отпиливание) накладки, плоское фрезерование, профилирование или шлифование кантов.
Канты круглых и овальных деталей или прямых деталей со скругленными углами и наружным радиусом минимум 25 мм могут оклеиваться на станке для оклейки кромок фасонных деталей. Кромки из шпона или искусственных материалов после нанесения клея напрессовываются на изделие с помощью прижимного ролика, который имеет сопряженный с обрабатываемым изделием контур (рис. 4.74).
4.9.5. Нанесение клея и укладка шпона
Нанесение клея производится с помощью клеенамазывающего станка (рис. 4.76), ручного валика для нанесения клея или зубчатого шпателя (гребня для клея). Количество наносимого клея зависит от его типа и вязкости. Если клея нанесено слишком мало или применяемый клей слишком жидкий, то он может легко впитаться в древесину. Следствием недостаточного количества клея будет то, что в некоторых местах шпон не приклеится. Такие пепроклсенные места называют «пузырь». Их можно обнаружить по определенному шороху, если провести рукой по обработанной поверхности или постучать пальцами по этому месту. Зачастую они становятся заметными только тогда, когда фанерованная поверхность увлажняется, протравливается или на нес наносят слой лака. Из-за поглощения влаги шпоном образуются пузыри. Пузыри образуются также в том случае, если поверхность-основа перед нанесением клея имела жирные пятна или остатки пыли либо если толщина шпона неодинакова.
Если жидкий клей нанести в слишком большом количестве, то древесина впитает слишком много влаги. Кроме этого, излишки клея просочатся через поры в шпоне, и на поверхности будет заметным проступание клея.
Если наносится слишком много вязкого клея, то он также может проступить через шпон. Но чаще всего при прессовании излишки клея не впитываются в древесину, а возникает волнистая поверхность. Она образуется из-за наплывов клея под шпоном.

Для того чтобы предотвратить проступание клея, особенно у крупнопори стых пород; февесины, к клею для фанерования 11римеши- ваютразбавитель или наполнитель, при некоторых обстоятельствах и то и другое (см. 2.12.4). Для темных пород древесины, например ореха или махагони, клей может быть соответствующим образом окрашен. Благодаря этому клей, п росту- пивший через поры, становится менее заметным.
Шпон закладывают в пресс незадолго перед приклеиванием. Если шпон положить слишком быстро, то он впитает слишком мно- го влаги из клея, разбухнет и станет волнистым. Разбухший шпон часто уже нельзя выровнять даже прессованием до плоского состояния, при этом также возникают волны, а стыки могут сдвинуться относительно друг друга. На это стоит обращать внимание, особенно при работе со свилеватым шпоном, так как он впитывает влагу еще быс трее, чем нормальный шпон, и становится волнистым. Кроме этого, шпон может намного легче сдвинуться, а этого необходимо избе- гать, особенно при наличии сквозных стыков. Если шпон накладывают на намазанную клеем основу слишком поздно, то склеивание также не будет безупречным. В табл. 4.1 приведены наиболее часто встречающиеся ошибки фанерования панельных материалов.
4.9.6. Напрессовка шпона
В зависимости от типа клея шпон напрессовывается в горячем, теплом или холодном виде. Напрессовка должна производиться непосредственно после наложения шпона на поверхность-основу. Для этого используется гидравлический пресс с греющими плитами.

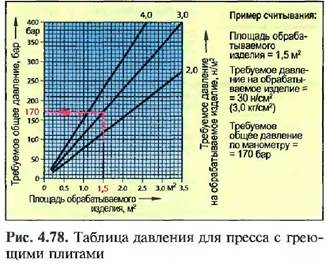
Пресс с греющими плитами имеет две нагревательные плиты из алюминия (одноэтажный пресс) или большее количество плит (многоэтажный пресс). Эти плиты могут нагреваться посредством пара, горячей воды или электрического тока. Даате- ние прессования обеспечивается с помощью гидравлических цилиндров. Температура нагрева и давление прессова1 шя устанавливаются в соответствии с типом клея и используемого шпона. Закладка и выемка изделий из пресса производятся вручную. 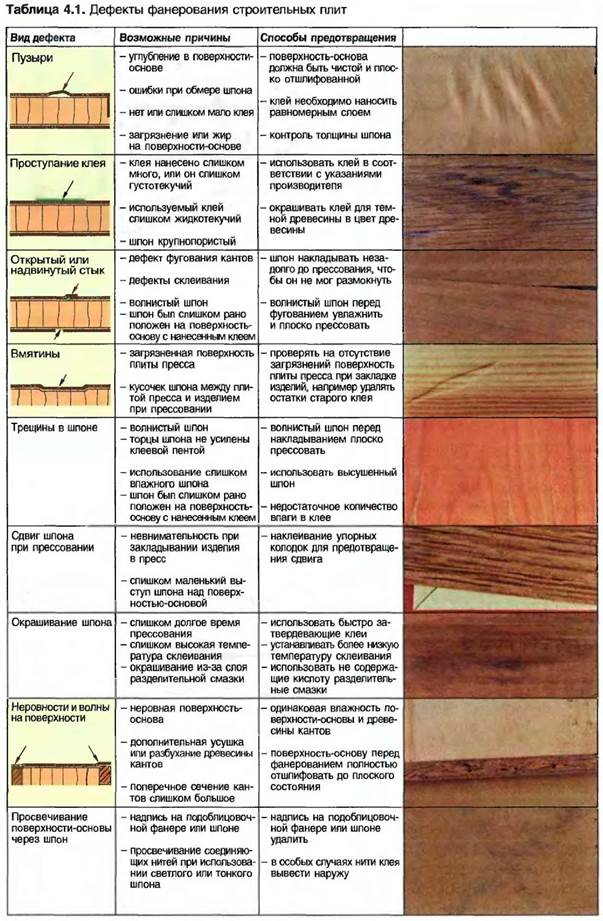
Прессы с коротким временем нагрева, быстрым открыванием и закрыванием называют прессом с коротким тактом прессования.
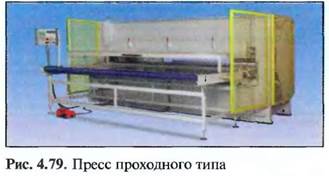
В прессе проходного типа прессуемые материалы подготавливаются на ленте транспортера загрузочного стола. После открывания пресса готовые изделия с помощью ленты пресса сдвигаются на сторону разгрузки и далее на разгрузочный конвейер. В это же время синхронно с загрузочной стороны в пресс подается новое изделие. Такие прессы могут быть встроены в конвейерную производственную линию, при этом процесс прессования будет проходить по тактам. Так как в данном случае применяются быстрореагируюгцие клеи в сочетании с высокими температурами прессования, то промежутки времени для загрузки, закрывания, прессования, открывания и выгрузки должны быть согласованы между собой.
Поверхности нагревающих плит должны быть всегда чистыми. Остатки клея или бумаги при фанеровании впечатываются в слой декоративного шпона, поэтому металлические поверхности плит необходимо после каждого использования очищать или при необходимости натирать не содержащими кислот разделительными средствами (смазкой). Для того чтобы в первую очередь светлая древесина не окрашивалась, между слоем шпона и плитой пресса можно прокладывать бесцветную набивную бумагу.
4.9.7. Нанесение подоблицовочного слоя
На лакированных поверхностях часто проступают достаточно тонкие трещины, так как слой облицовочной фанеры под слоем декоративного шпона еще работает. Особенно часто такие трещины усушки встречаются тогда, когда слой декоративного шпона (из благородных пород древесины) должен быть наклеен в том же направлении волокон, что и подоблицовочный слой, например в фанерованных поперек дверях. Для предотвращения этих трещин необходимо использовать перед слоем декоративного шпона второй облицовочный слой, гак называемый подоблицовочный. Слой гюдоблицовочного шпона наклеивается с обеих ст орон с одинаковым направлением волокна, чаще всего под наклоном к облицовочному слою. В качестве подоблицовочного слоя используется шпон абачи, лимбы, Габона.
8.6.1. При использовании свилеватого шпона опасность растрескивания особенно велика, поэтому на облицовочные плиты перед наклеиванием свилеватого шпона необходимо наклеить подоблицовочный слой. Так как слои подоблицовочного и декоративного шпона не должны иметь одинакового направления волокон, то при декоративном фанеровании, например при крестовых ст ыках или шахматном фанеровании, па слой облицовочного шпона также должен быть наклеен слой подоблицовочного. Если в качестве основы используются древесные плиты из топких стружек или МПТ-плиты, то подоблицовочный слой становится необязательным. Иногда также рамы для стеклянных филенок шкафов должны быть фанерованы встык или со скосом. Для того чтобы стыки на местах соединения деталей рам не растрескивались, рекомендуется наклеить на раму под наклоном к волокнам подоблицовочный слой, а потом декоративный слой со стыками, проходящими точно по местам соединения деталей рамы.Фанерование выгнутых
или профилированных поверхностей
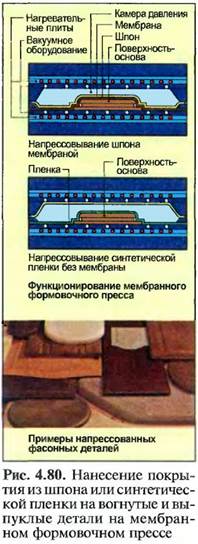
Обрабатываемые изделия плоской формы с изогнутыми в одном направлении поверхностями, как вогнутые или выгнутые дверцы шкафов, также могут быт ь фанерованы шпоном, если применять прижимной элемент с соответствующей формой сопряженного профиля.
Предварительно фрезерованные фасонные детали, например дверные филенки, панели или с толешницы, могут быт ь покрыты шпоном или слоем синтетической пленки на мембранном формовочном прессе (рис. 4.80). При этом слои шпона напрессовываются с помощью нагретой мембраны, а предварительно нагретые пленки — без мембраны. Давление прессования производится действующим снизу вакуумом и одновременно действующим сверху давлением воздуха. Холодный воздух под давлением обеспечивает быстрое схватывание клея, чт о делает возможным короткое время такта при прессовании (рис. 4.80).
8.6.2. Фанерование
профилированных кантов
Закругления, например на кантах дверей или корпуса, или профилированные рейки фанеруют в основном на самодельных устройствах. При этом шпон прижимается к обрабатываемому изделию сопряженным профилем или с помощью гибких прижимных элементов с использованием эластичной вкладки, изготовленной изо льна, резиновых ковриков или шлангов. Давление прессования может производиться благодаря использованию вакуума.
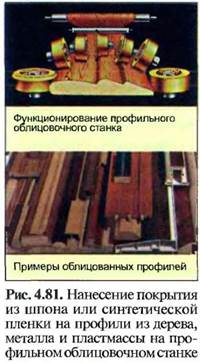
Рхли покрытие из синтетической пленки должно быть нанесено па длинные рейки или профили, то это можно сделать с помощью профильного облицовочного станка. В этом станке профиль нагревается, наносится плавящийся клей, клей на основе растворителя или ИВА, и шпон прижимается с помощью расположенных по профилю вальцов и роликов (см. рис. 4.81). Выступы шпона могут быть позже отрезаны заподлицо пилой или фрезером.На рис. 4.81 представлены примеры профилей с нанесенным покрытием.
8.6.3. Инкрустация шпоном
Я инкрустации шпоном различают нитки (пояски) и мозаичные вставки (интарсии). Нитками называют узкие полосы шпона различной ширины. Мозаичные вставки — это геометрические или графические изображения из шпона различных цветов. Нитки и мозаичные вставки служат для украшения фанерованных поверхностей. Нитки и пояски нарезаются на специальном приспособлении или на станке для фугования кромок шпона, перед фанерованием они склеиваются с другими частями шпона с помощью клейкой ленты. Нитки можно вставлять в поверхность также и после фанерования. Для этого с помощью режущего рейсмуса нужно вырезать из фанерованной поверхности паз, а потом в это т паз вклеить нитку или поясок из шпона (рис. 4.82). Мозаичные вставки производятся с помощью ножа для интарсии.
При фанеровании состоящих из нескольких частей поверхностей необходимо следить за чем, чтобы листы шпона укладывались особенно тщательно и были защищены от сдвигания. Для этого можно использовать упорные струбцины для шпона. Также возможно наклеивать небольшие колодки из древесины в качестве упоров (рис. 4.83).
8.6.4. Уход за фанерованными поверхностями
После извлечения плиты из нагретого пресса в наружном слое происходит сильное высушивание, поэтому плиты после короткой фазы охлаждения укладываются непосредственно друг на друга. Это способствует предотвращению возможности коробления и возникновения маленьких поверхностных трещин. По этой причине верхнюю плиту также следует накрывать. В течение времени кондиционирования (нескольких часов) клей может полностью отвердеть, а привнесенная ютсем влажность равномерно распределяется в прессованных изделиях. Кроме этого, давление, влажность и высокая температура могут вызвать внутренние напряжения в плитах.


После кондиционирования выступающие части шпона следует отрезать заподлицо с кантами. Для этого берут стамеску или кромкообрезатель для шпона. Если фанерованная поверхность должна быть обрезана по формату только после фанерования шпоном, то это можно сделать с помощью дисковой пилы.
ЗАДАНИЯ
8.6.4. Необходимо изготовить двери шкафа. Опишите подробно процесс фанерования, начиная от подготовки поверхности-основы до последующего ухода за этой поверхностью. Расскажите об отдельных следующих друг за другом технологических операциях, а также применении возможных инструментов и станков.
8.6.4. Назовите возможные дефекты, встречающиеся на фанерованных поверхностях, и как их можно распознать, устранить и предотвратить в дальнейшем.
8.6.4. Соблюдение направления волокон наклеиваемого на поверхность-основу шпона достаточно важно. Оцените правильность этого высказывания для фанерованной с одной, двух сторон поверхности.
8.6.4. На что следует обратить внимание при фанеровании свилеватым шпоном?
Назовите и опишите возможные способы фанерования профилированных поверхностей и кантов.СРЕДСТВА И СПОСОБЫ ОБРАБОТКИ ПОВЕРХНОСТИ
Под средствами и способами обработки поверхности понимают все материалы и методы работы, которые служат для украшения и защиты поверхности древесины.
5.1. Подготовка поверхности
Подходящая и проведенная тщательным образом подготовка поверхности является обязательным условием для безупречной с технической и эстетической точки зрения обработки поверхности.
5.7.7. Зачистка и шлифование ЗАЧИСТКА
Так называемая зачистка поверхности — это старый, сегодня очень редко применяемый способ чистовой обработки древесины. При зачистке поверхность древесины обрабатывалась или гладко выстругивалась в направлении волокон шлиф- тиком, циклевочным рубанком и циклей.
ШЛИФОВАНИЕ
Шлифование — это выравнивание поверхности с помощью снятия мельчайшей стружки. Зернистость шлифовальной бумаги должна быть согласована с подлежащим шлифованию материалом, а также с требуемым качеством поверхности. В зависимости от используемой зернистости различают грубое, предварительное, чистовое и конечное шлифование. Поверхности, подлежащие травлению и покрытию прозрачным слоем вещества, по крайней мере, при последней обработке следуе т шлифовать параллельно волокнам, для того чтобы на готовой поверхности не было видно никаких следов и царапин от шлифования. Перед нанесением покрытия также можно шлифовать и поперек волокон. Благодаря полированию более твердой поздней древесины годичных колец поверхность получается особенно Iладкой.
Для ручного шлифования применяют шлифовальные колодки из корки, из древесины липы или тополя. Для шлифования профилей особенно хорошо подходят шлифовальные колодки с сопряженным профилем.
Дата добавления: 2020-07-18; просмотров: 851;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
