Механическая обработка канатных блоков.
Заготовками для канатных блоков являются в большинстве случаев отливки, и только блоки малых диаметров изготавливают из штампованых заготовок (при крупносерийном производстве). Для кранов, работающих в тяжелом и весьма тяжелом режимах, а также для специальных кранов канатные блоки отливают из стали 25JI-II и 35JI-II, подвергая при этом отливки предварительной термической обработке — нормализации. Блоки для кранов общего назначения, работающих в легком и среднем режимах, а также блоки для конвейеров (с грузовым натяжным устройством) и подвесных канатных дорог могут быть изготовлены из серого чугуна марок СЧ2-28, СЧ28-42.
При мелкосерийном производстве канатные блоки обрабатывают на токарных или токарно-карусельных станках за два устано- ва. На токарно-карусельном станке при обработке блоков одновременно используют боковые и верхние суппорты, оснащенные режущим инструментом, соответствующим выполняемому переходу.
При массовом производстве однотипных блоков с целью их унификации эффективно применение механической обработки на автоматических линиях [18] (рис. 40). Автоматическая линия состоит из трех универсальных станков 11, 12, 13; шагового конвейера 3, проходящего над станками; наклонного рольганга 1 и трех устройств 5 («механических рук»). Шаговый конвейер получает возвратно-поступательное движение от пневмоцилиндра 4. Шаг конвейера равен расстоянию между станками (и гнездами 8), а также расстоянию от первого гнезда до токарно-револьверного станка 11. Заготовки с рольганга поступают на конвейер, проходя через отсекатель-коромысло 2. При ходе конвейера влево отсекатель освобождает одну заготовку, и она поступает на конвейер в первое гнездо А. При ходе конвейера вправо (крайнее положение) гнездо А с заготовкой окажется напротив револьверного станка 11, и заготовка с помощью «механической руки» устанавливается в патрон станка для обработки.
При втором ходе конвейера влево в гнездо А с рольганга поступает следующая заготовка, а заготовка, обработанная на станке 11, снимается «механической рукой» и устанавливается в гнездо Б конвейера. При втором ходе конвейера вправо вторая заготовка поступает к станку 11, а первая подается к станку 12 и с помощью
«механической руки» устанавливается в патроне этого станка для выполнения второй операции.
В процессе третьего цикла возвратно-поступательного движения конвейера в гнездо А поступает третья заготовка, а первые две заготовки сначала снимаются со станков (ход влево), а затем (ход вправо) с помощью «механических рук» устанавливаются на станки 13 и 12. Со станка 13 обработанная деталь сбрасывается в наклонный лоток 10 при помощи сбрасывателя 9.
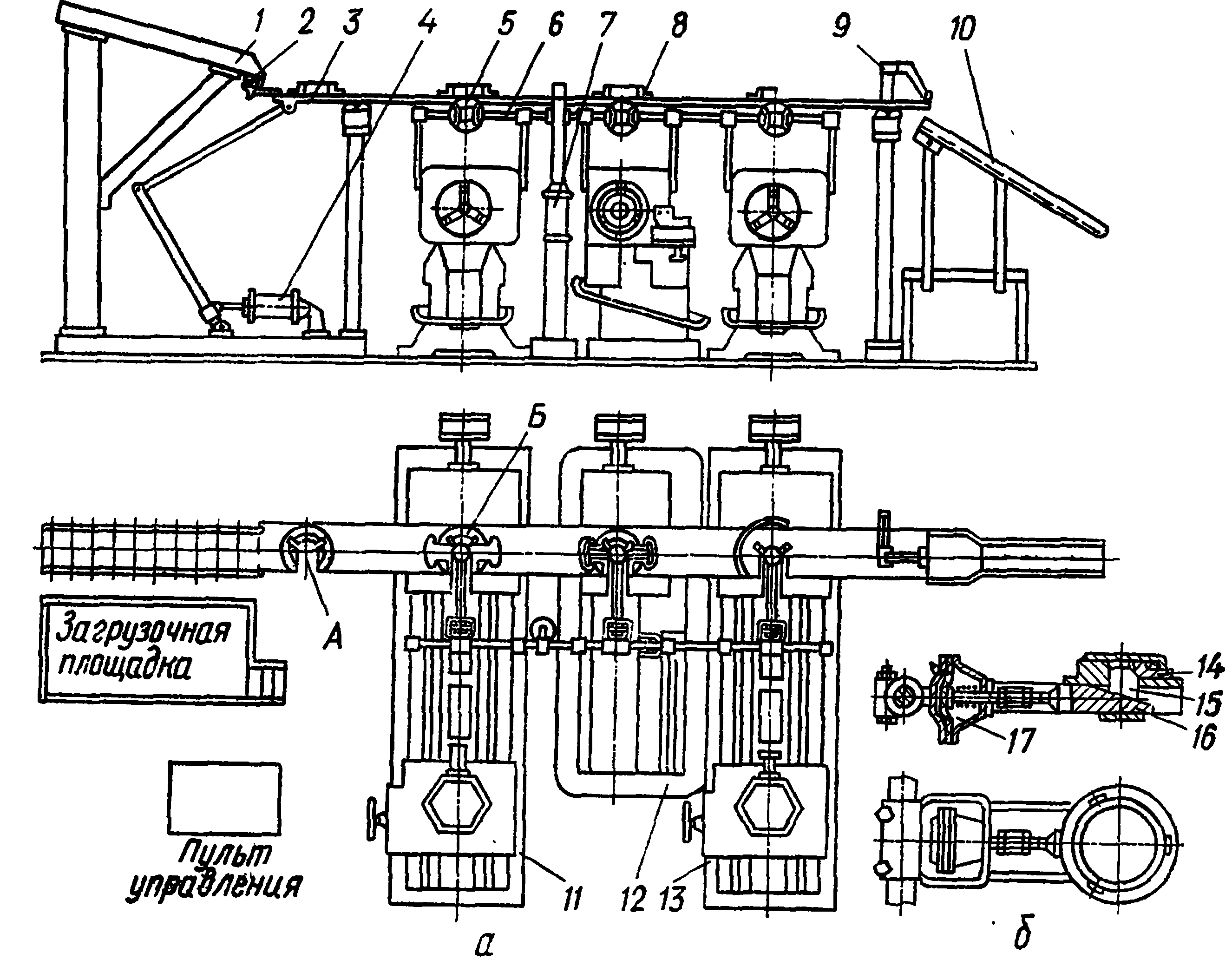
Рис. 40. Автоматическая линия обработки блоков:
а — общий вид; б — схема «механической руки»; 1 — рольганг; 2 — отсекатель-коромысло; 3 — шаговый конвейер; 4—7 — пневмоцилиндры; 5 — «механические руки»; 6 — вал; 8 — гнезда; 9 — сбрасыватель; 10 — наклонный лоток; 11, 12, 13 — универсальные станки; 14 — зажимная часть; 15 — клиновые плунжеры; 16 — клин; 17 — пневмокамеры
«Механическая рука» (рис. 40, б) представляет собой пружиннопневматическое устройство, состоящее из зажимной части 14, клина 16 и пневмокамеры 17. «Механические руки» закреплены на валу 6 (рис. 40, а) и при его вращении поворачиваются в вертикальной плоскости на угол 270°. Привод вала — от пневмоцилиндра 7 через реечно-зубчатую передачу. Перед установкой заготовки на станок «механическая рука» находится над гнездом конвейера. Приповороте вала «рука» зажимной части входит в отверстие блока. Под действием сжатого воздуха диафрагма пневмокамеры 17 воздействует на шток клина 16 и через них — на клиновые плунжеры 15, разводящие зажимы. Закрепленная в патроне станка заготовка освобождается от зажима под действием пружины пневмокамеры после соединения ее внутренней полости с атмосферой.
При обработке блоков на станках автоматической линии (рис. 41) позиции I, II и III отвечают установкам заготовки в станки //, 12 и 13 (см. рис. 40).
В позиции I производится растачивание отверстия под развертывание и снятие фаски с одной стороны.
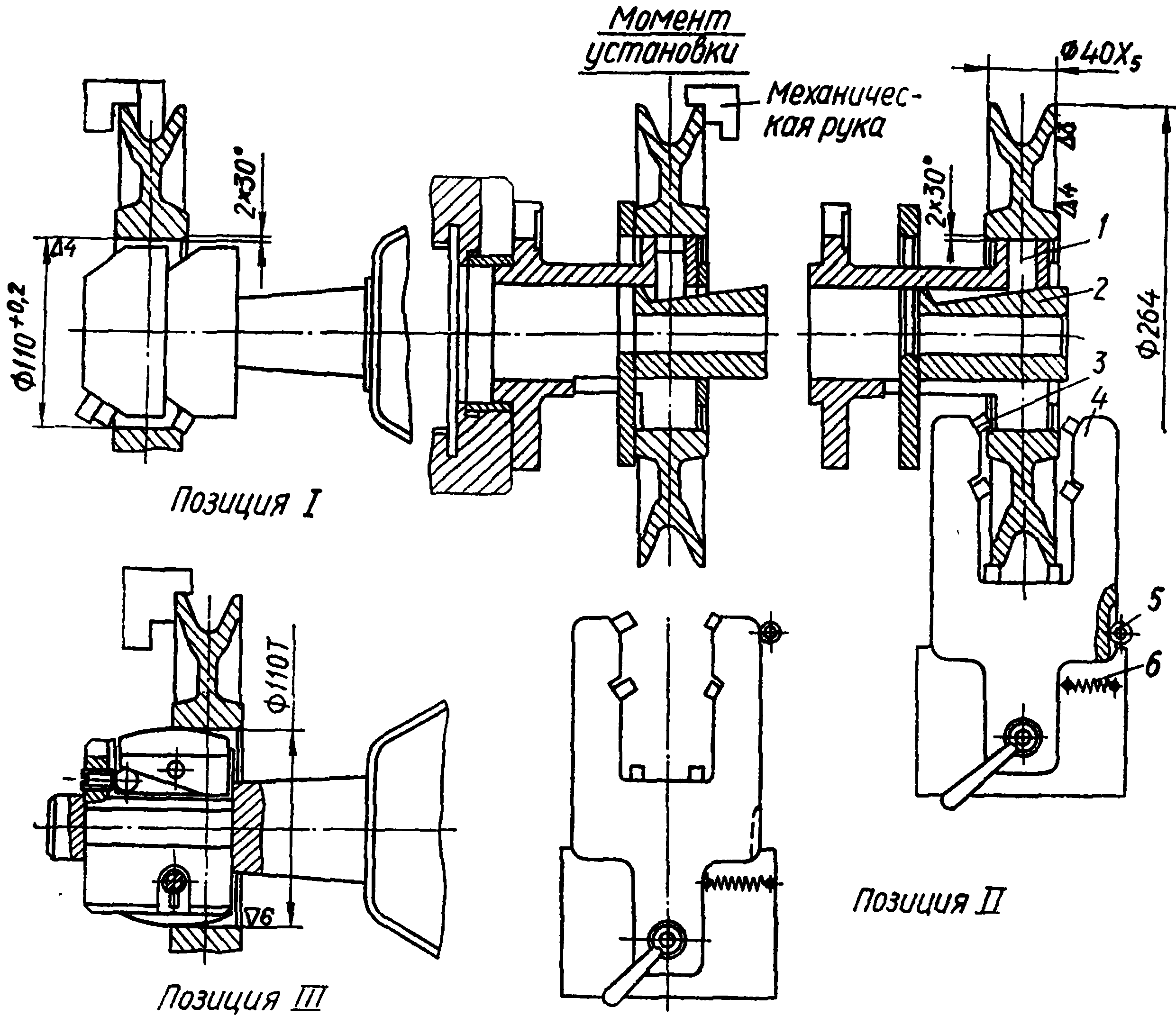
Рис. 41. Эскизы к операциям обработки блоков на автоматической линии:
1 — оправка; 2 — втулка; 3—4 — резцедержавка; 5 — ролик; 6 — пружина
Заготовка закрепляется в трехкулачном патроне при помощи кулачков, опирающихся на дно канатного ручья.
В позиции II обрабатываются обода и ступицы блока на токарном станке. Заготовка устанавливается на пневматической плунжерной оправке 1, которая при осевом перемещении заготовки упирается в торец Т подвижной втулки 2, что и определяет положение заготовки на оправке. При зажиме заготовки на оправке подвижная втулка с шайбой отходит от заготовки, освобождая ее торцевые плоскости под механическую обработку, которая выполняется при поперечной подаче резцедержавки 4, прижимаемой пружиной 6 к ролику 5. В концевой части державки имеется продольная выемка, при попадании в которую ролик 5 резцедержавки сдвигается вправо, и резец 3 снимает фаску в ступице.
В позиции III плавающей разверткой при закреплении заготовки в трехкулачковом патроне токарно-револьверного станка развертывается отверстие в ступице.
Дата добавления: 2017-01-08; просмотров: 2683;
Поиск по сайту
Узнать еще
- I. Обработка поверхности изделий.
- I. Обработка результатов журнала технического нивелирования.
- I.3.3 МЕХАНИЧЕСКАЯ ЭНЕРГИЯ. ЗАКОН СОХРАНЕНИЯ МЕХАНИЧЕСКОЙ ЭНЕРГИИ
- III. Последующая обработка.
- V. Механическая характеристика
- Абразивная обработка
- Абтурационная (механическая) желтуха
- Автоматизация обработки табличных данных (обработка списков)

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
