Разделительные операции листовой штамповки.
Рассмотрим основные разделительные операции листовой штамповки.
Отрезка - отделение части заготовки по незамкнутому контуру на специальных машинах - ножницах и в штампах. Отрезку чаще применяют как заготовительную операцию для разделения листа на полосы заданной ширины. Основные типы ножниц - ножницы с поступательным движением режущих кромок ножа (рис.1,а) и вращательным движением режущих кромок - дисковые ножницы (рис.1,б). Для уменьшения усилия резания режущие кромки в ножницах с поступательным движением ножа наклонены друг к другу под углом 1-50 (гильотинные ножницы). Лист подают до упора, определяющего ширину отрезаемой полосы В. Длина отрезаемой полосы L не должна превышать длины ножей. При отрезке на дисковых ножницах длина отрезаемой полосы 4 не ограничивается инструментом, вращение дисковых ножей обеспечивает не только разделение, но и подачу заготовки действием сил трения. Прямолинейность линии отрезки на дисковых ножницах обеспечивается соприкосновением разделяемых частей заготовки с плоскими поверхностями ножа и тем, что режущие кромки ножей заходят одна за другую. Для обеспечения захвата и подачи заготовки диаметр ножей должен быть больше толщины заготовки в 30-70 раз (увеличиваясь с уменьшением коэффициента трения).

Рис. 1. Схемы действия ножниц: а – гильотивных; б – дисковых
Качество поверхности среза зависит от зазора z между режущими кромками [z = (0,03-0,05) S, где S - толщина листа] и отсутствия притупления режущих кромок. Усилие отрезки пропорционально срезаемой в данный момент площади заготовки.
При вырубке и пробивке характер деформирования заготовки одинаков. Эти операции отличаются только назначением. Вырубкой оформляют наружный контур детали (или заготовки для последующего деформирования), а пробивкой - внутренний контур (изготовление отверстий).
Вырубку и пробивку обычно осуществляют металлическими пуансоном и матрицей. Пуансон вдавливает часть заготовки в отверстие матрицы. В начальной стадии деформирования происходит врезание режущих кромок в заготовку и смещение одной части заготовки относительно другой без видимого разрушения (рис.2,а).
При определенной глубине внедрения режущих кромок в заготовку (возрастающей с увеличением пластичности металла) у режущих кромок зарождаются трещины, быстро проникающие в толщу заготовки. Эти трещины наклонены к оси инструмента под углом 4-60; если эти трещины встречаются, то поверхность среза получается сравнительно ровной (рис.2,б), состоящей из блестящего пояска, образующегося от внедрения режущих кромок до появления трещин, и наклонной шероховатой поверхности разрушения в зоне прохождения трещин.
Возможность совпадения трещин, идущих от режущих кромок пуансона и матрицы, зависит от правильного выбора зазора между пуансоном и матрицей. Зазор z назначают в зависимости от толщины и механических свойств заготовки, он приближенно составляет (0,05-0,1) S. При малом зазоре трещины не встречаются, и на поверхности среза появляются пояски вторичного среза (рис.2,в), ухудшающие ее качество и способствующие разрушению заготовки при последующем деформировании и работе детали.
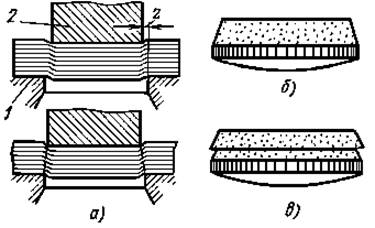
Рис. 2. Последовательность деформирования при вырубке (а) и характер среза при нормальном (б) и малом (в) зазорах: 1 - матрица; 2 - пуансон
При вырубке размеры отверстия матрицы равны размерам изделия, а размеры пуансона на 2z меньше их.
Кроме рассмотренных разделительных операций, в технологии листовой штамповки применяют и другие, такие, как надрезка (частичное отделение части заготовки по незамкнутому контуру, причем разделяемые части не теряют связи между собой) и обрезка (отделение краевой части полого изделия для обеспечения заданной, постоянной по периметру высоты детали или отделение краевой части плоского фланца для получения заданной формы и размеров).
Характер деформирования заготовки для этих операций аналогичен рассмотренному.
Дата добавления: 2016-12-16; просмотров: 2460;
Поиск по сайту
Узнать еще
- Ocновные операции языка
- Абстрактные операции технологического процесса подготовки ЛА
- Аддитивные операции
- Алгебраические операции над нечеткими множествами
- Анатомическое строение листовой пластинки
- Арифметические операции
- Арифметические операции
- Арифметические операции в системах счисления используемых вычислительной техникой.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
