Формоизменяющие операции листовой штамповки.
К формоизменяющим операциям относятся: гибка, вытяжка, отбортовка, обжим, формовка.
Гибка - операция, изменяющая кривизну заготовки практически без изменения ее линейных размеров (рис.3,а). В процессе гибки пластическая деформация сосредоточивается на узком участке, контактирующем с пуансоном, в то время как участки, образующие полки детали, деформируются упруго. В зоне пластических деформаций наружные слои растягиваются, а внутренние (обращенные к пуансону) сжимаются. У середины заготовки (по толщине) находятся слои, деформация которых равна нулю. Из сказанного следует, что с достаточной степенью точности размеры заготовки для детали, получаемой гибкой, можно определять по условию равенства длин заготовки и детали по средней линии. Деформация растяжения наружного слоя и сжатия внутреннего увеличивается с уменьшением радиуса скругления рабочего торца пуансона. Деформация растяжения наружного слоя не беспредельна, и при определенной ее величине может начаться разрушение заготовки с образованием трещин, идущих от наружной поверхности в толщу заготовки. Это обстоятельство ограничивает минимальные радиусы  исключающие разрушение заготовки. В зависимости от пластичности материала заготовки = (0,1
исключающие разрушение заготовки. В зависимости от пластичности материала заготовки = (0,1  2) S.
2) S.
При снятии внешних сил, вызывающих изгиб заготовки, растянутые слои стремятся сжаться, а сжатые слои - удлиниться. Благодаря этому при разгрузке изменяются углы между полками (пружинение при гибке). Угол между полками при разгрузке изменяется в зависимости от механических свойств (отношения предела текучести к модулю упругости), от  и угла
и угла  , и увеличивается с увеличением этих параметров.
, и увеличивается с увеличением этих параметров.
Углы пружинения уменьшаются при гибке с подчеканкой (когда полки заготовки с определенным усилием сжимаются между соответствующими плоскостями пуансона и матрицы), а также при приложении сжимающих или растягивающих сил, действующих вдоль оси заготовки. В последнем случае можно устранить зону растяжения или сжатия в очаге пластических деформаций. При разгрузке все слои заготовки будут или растягиваться, или сжиматься, что и уменьшит угловые деформации.
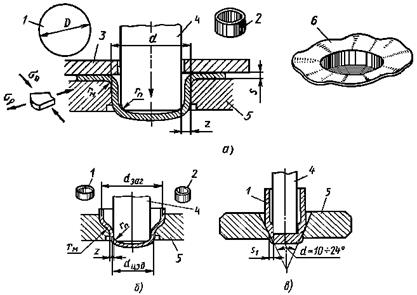
Рис. 3. Схема первого перехода вытяжки (а), последующей вытяжки (б), вытяжки с утонением стенки (в):
1 - заготовка; 2 - изделие; 3 - прижим; 4 - пуансон; 5 - матрица; 6 - изделие со складками, образующимися при вытяжке без прижима
При гибке в штампах можно одновременно изменять кривизну на нескольких участках по длине заготовки, оставляя другие участки прямолинейными, в некоторых случаях (получение втулок) пластические деформации при гибке могут охватывать всю заготовку.
На рис.3,б показаны примеры деталей, полученных гибкой. Детали, изогнутые в нескольких плоскостях, обычно изготовляют последовательным деформированием заготовки в нескольких штампах. В этих случаях гибке может подвергаться пространственная заготовка, полученная на предыдущих переходах.
Вытяжка без утонения стенки превращает плоскую заготовку в полое пространственное изделие при уменьшении периметра вытягиваемой заготовки.
Схема первого перехода вытяжки приведена на рис.3,а. Исходную вырубленную заготовку укладывают на плоскость матрицы. Пуансон надавливает на центральную часть заготовки и смещает ее в отверстие матрицы. Центральная часть заготовки тянет за собой периферийную часть (фланец) заготовки, и последняя, смещаясь в матрицу, образует стенки вытянутого изделия.
Во фланце в радиальном направлении действуют растягивающие напряжения  , втягивающие фланец в отверстие матрицы, и сжимающие напряжения
, втягивающие фланец в отверстие матрицы, и сжимающие напряжения  , действующие в тангенциальном направлении и уменьшающие диаметральные размеры заготовки. При определенных размерах фланец заготовки может потерять устойчивость под действием сжимающих напряжений , что приведет к образованию складок 6 (рис.3,а). Складки могут появиться, если (D - d) (18 20)S.
, действующие в тангенциальном направлении и уменьшающие диаметральные размеры заготовки. При определенных размерах фланец заготовки может потерять устойчивость под действием сжимающих напряжений , что приведет к образованию складок 6 (рис.3,а). Складки могут появиться, если (D - d) (18 20)S.
Для предотвращения появления складок применяют прижим 8, с определенной силой прижимающий фланец заготовки к плоскости матрицы.
Растягивающие напряжения на наружной кромке заготовки равны нулю ( = 0) и возрастают до максимального значения на входе в матрицу, С увеличением ширины фланца растягивающие напряжения, действующие на входе в матрицу, увеличиваются. Если растягивающие напряжения достигнут временного сопротивления материала заготовки, то заготовка у донышка разрушится и вытяжка окажется невозможной.
Отсюда следует, что без разрушения можно вытягивать заготовки с определенной, ограниченной шириной фланца. Формоизменение при вытяжке оценивают коэффициентом вытяжки  . В зависимости от механических свойств металла и условий вытяжки максимально допустимые значения коэффициента вытяжки составляют 1,8 - 2,1.
. В зависимости от механических свойств металла и условий вытяжки максимально допустимые значения коэффициента вытяжки составляют 1,8 - 2,1.
Для уменьшения концентрации напряжений и соответственно опасности разрушения заготовки кромки пуансона и матрицы скругляют по радиусу, равному 5 - 10 толщин заготовки. Для уменьшения силы трения вытяжку обычно ведут, смазывая заготовку.
При вытяжке без утонения стенки зазор z = (1,1 1,3) S выбирают из условия, при котором утолщенный край заготовки не должен утоняться сжатием между поверхностями пуансона и матрицы (это способствует повышению стойкости инструмента).
Если при допустимом для первого перехода коэффициенте вытяжки невозможно получить деталь с заданным отношением высоты к диаметру, ее вытягивают за несколько переходов. В последующих переходах заготовкой служит полый полуфабрикат, полученный на предыдущем переходе вытяжки. Схема вытяжки на последующем переходе показана на рис.3,б. На последующем переходе уменьшается диаметр полой заготовки и (по условию равенства поверхностей) увеличивается ее высота.
Вытяжка с утонением стенки увеличивает длину полой заготовки в основном за счет уменьшения толщины стенок исходной заготовки (рис.3,в). При вытяжке с утонением стенки зазор между пуансоном и матрицей должен быть меньше толщины стенки, которая, сжимаясь между поверхностями пуансона и матрицы, утоняется и одновременно удлиняется. Вытяжку с утонением стенки применяют для получения деталей, у которых толщина донышка больше толщины стенок, деталей со стенкой, толщина которой уменьшается к краю (в этом случае пуансон выполняют коническим), а также тонкостенных деталей, получение которых вытяжкой без утонения стенки затруднительно в связи с опасностью складкообразования.
Отбортовка - получение бортов (горловин) путем вдавливания центральной части заготовки с предварительно пробитым отверстием в матрицу (рис.4,а). При отбортовке кольцевые элементы в очаге деформации растягиваются, причем больше всего увеличивается диаметр кольцевого элемента, граничащего с отверстием. Допустимое без разрушения (без образования продольных трещин) увеличение диаметра отверстия при отбортовке составляет  в зависимости от механических свойств материала заготовки, а также от ее относительной толщины
в зависимости от механических свойств материала заготовки, а также от ее относительной толщины  . Разрушению заготовки способствует наклепанный слой у кромки отверстия, образующийся при пробивке. Большее увеличение диаметра можно получить, если заготовку отжечь перед отбортовкой или изготовить отверстие обработкой резанием (сверление с развертыванием), создающим меньшее упрочнение у края отверстия.
. Разрушению заготовки способствует наклепанный слой у кромки отверстия, образующийся при пробивке. Большее увеличение диаметра можно получить, если заготовку отжечь перед отбортовкой или изготовить отверстие обработкой резанием (сверление с развертыванием), создающим меньшее упрочнение у края отверстия.
Обжим - операция, при которой уменьшается диаметр краевой части полой заготовки в результате заталкивания ее в сужающуюся полость матрицы (рис.4,б). Обжимаемая заготовка получает форму рабочей полости матрицы.
Допустимое уменьшение диаметра при обжиме ограничивается появлением продольных складок в обжимаемой части заготовки или поперечных кольцевых складок в ее недеформируемой части. Обычно за один переход можно получить  . Если диаметр краевой части необходимо уменьшить на большую величину, заготовку обжимают за несколько переходов. Толщина заготовки в очаге пластических деформаций увеличивается, причем больше утолщается краевая часть заготовки.
. Если диаметр краевой части необходимо уменьшить на большую величину, заготовку обжимают за несколько переходов. Толщина заготовки в очаге пластических деформаций увеличивается, причем больше утолщается краевая часть заготовки.
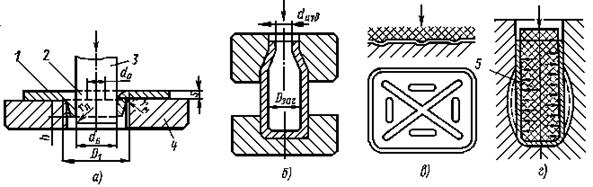
Рис. 4. Схема формоизменяющих операций:
а - отбортовка; б - обжим; в - формовка ребер жесткости;
г - формовка с раздачей; 1 - изделие; 2 - заготовка;
3 - пуансон; 4 - матрица; 5 - резина
Формовка - операция, при которой изменяется форма заготовки в результате растяжения отдельных ее участков. Толщина заготовки в этих участках уменьшается. Формовкой получают местные выступы 3 на заготовке, ребра жесткости и т.п. Часто вместо металлического пуансона или матрицы применяют резиновую подушку (рис.4,в). С помощью резинового вкладыша (или жидкости) можно увеличить размеры средней части полой заготовки (рис.4,г). При этом резина или жидкость легко удаляются из штампованной детали, а матрица должна быть разъемной.
Дата добавления: 2016-12-16; просмотров: 2420;
Поиск по сайту
Узнать еще
- Ocновные операции языка
- Абстрактные операции технологического процесса подготовки ЛА
- Аддитивные операции
- Алгебраические операции над нечеткими множествами
- Анатомическое строение листовой пластинки
- Арифметические операции
- Арифметические операции
- Арифметические операции в системах счисления используемых вычислительной техникой.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
