Штампы для листовой штамповки.
В крупносерийном производстве (при изготовлении большого числа одинаковых деталей) применяют сравнительно сложные штампы, состоящие из значительного числа деталей и обеспечивающие хорошее качество изделия при высокой стойкости инструмента и достаточно высокую производительность. Существуют штампы для выполнения только одной операции и выполнения нескольких операций листовой штамповки за один ход пресса.
На рис.4 приведена схема штампа последовательного действия, в котором операции выполняют в различных позициях по направлению подачи: в позиции 1 происходит пробивка, а после перемещения полосы на шаг подачи (позиция 11) - вырубка, в результате чего получают изделия в виде шайбы. Пуансоны 2 и 3 закрепляют на верхней плите штампа, а матрицы 4 и 5 - на нижней. Точное направление пуансонов относительно матриц обеспечивается направляющими втулками 7 и колонками 6, запрессованными в верхнюю и нижнюю плиты штампа. Полоса или лента подается между направляющими линейками до упора 1, ограничивающего шаг подачи. Высечка снимается с пуансонов съемником 8.
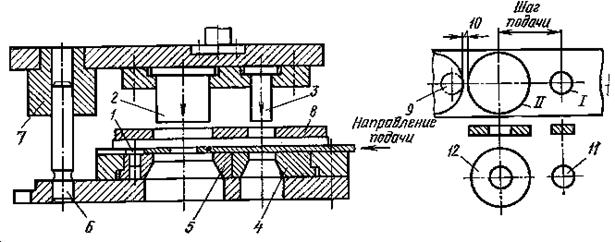
Рис. 5. Схема штампа последовательного действия для пробивки и вырубки:
1 - упор; 2 - пуансон вырубки; 3 - пуансон пробивки; 4 - матрица пробивки;
5 - матрица вырубки; 6 - направляющая колонка; 7 - направляющая втулка;
8 - съемник; 9 - упор; 10 - перемычка; 11 - отход; 12 - изделие
Многооперационные штампы обычно дороже однооперационных, но позволяют повысить производительность труда и уменьшить число используемого для штамповки оборудования.
Раскрой материала.
Расположение контуров смежных вырубаемых заготовок на листовом металле называется раскроем. Тип раскроя следует набирать из условия уменьшения отхода металла в высечку (рис.6).
При разработке технологического процесса изготовления деталей следует стремиться к уменьшению потерь металла в процессе листовой штамповки. Основной отход при листовой штамповке составляет так называемая высечка, т.е. часть листовой заготовки после ее вырубки. Формы и размеры вырубаемой заготовки определяются формой и размерами детали, а также применяемыми в процессе штамповки формоизменяющими операциями.
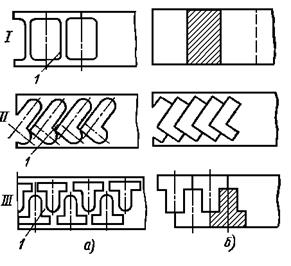
Рис. 6. Примеры раскроя материала с перемычками (а)
и без перемычек (б): 1 - перемычка
При штамповке мало- и среднегабаритных деталей обычно из одной листовой заготовки вырубают несколько плоских заготовок для штамповки. Между смежными контурами вырубаемых заготовок оставляют перемычки шириной, примерно равной толщине заготовки, хотя в отдельных случаях смежные заготовки вырубают без перемычек (экономия металла при ухудшении качества среза и снижении стойкости инструмента.
Дата добавления: 2016-12-16; просмотров: 2888;
Поиск по сайту
Узнать еще
- A ... метка (без метки) на шатуне (стрелка) для 26.20b Измерение внутреннего диаметра
- Andante cantabile con espressione В. Моцарт. Соната для ф-п. № 8, ч. II
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- Audit Trail - Материалы для проведения аудиторской проверки
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- I.10. Тесты для контроля знаний
- III. Порошки для стирки и мытья
- III. ТИТАН – МАТЕРИАЛ ДЛЯ СОВРЕМЕННОЙ СТОМАТОЛОГИИ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
