Выбор технологических процессов резания и сварки в судостроении
Одним из важнейших этапов технологического процесса сварочного производства в судостроении является определение и обоснование оптимального (наиболее приемлемого для данной судостроительной верфи) варианта газорезательных и сварочных работ. Это связано, прежде всего, с тем, что удельный вес данных работ в общем объеме трудоемкости постройки судов достаточно велик (достигает 35 – 37%), и является определяющим фактором себестоимости и длительности строительства.
Принятие решений о выборе эффективного технологического процесса из имеющегося многовариантного их множества, например резки и сварки корпусных конструкций судов (табл. 3.18) связано с необходимостью учета различных факторов, влияющих на такой выбор.
Таблица 3.18
Варианты технологии сварки монтажного стыкового соединения бортовой обшивки или набора
| Вариант технологического процесса | Перечень операций технологического процесса |
| ТП 1 | 1. Ручная дуговая сварка электродами ИТС–4С (ММА) 2. Газовая строжка корня шва 3. Заполнение разделки после строжки ручной дуговой сваркой (MMA) |
| ТП 2 | 1. Механизированная сварка проволокой Св–08Г2С в среде СО2 (MAG) 2. Газовая строжка корня шва 3. Заполнение разделки после строжки (MAG) |
| ТП 3 | 1. Механизированная сварка в смеси газов (80% Ar+ 20% СО2) проволокой Св–08Г2С (МIG) 2. Газовая строжка корня шва 3. Заполнение разделки после строжки (MIG) |
| ТП 4 | 1. Механизированная сварка порошковой проволокой MEGAFIL–713R в среде СО2 (МAG) 2. Газовая строжка корня шва 3. Заполнение разделки после строжки (МAG) |
| ТП 5 | 1. Механизированная сварка порошковой проволокой MEGAFIL–713R в смеси газов (МIG) 2. Газовая строжка корня шва 3. Заполнение разделки после строжки (МIG) |
| ТП 6 | 1. Механизированная сварка проволокой Св–08Г2С в СО2 на подкладке (МАG) 2. Заполнение разделки механизированным способом (MAG) |
| ТП 7 | 1. Механизированная сварка проволокой Св–08Г2С в смеси газов на подкладке (МIG) 2. Заполнение разделки механизированным способом (МIG) |
| ТП 8 | 1. Механизированная сварка порошковой проволокой MEGAFIL–713R в среде СО2 на подкладке (MAG) 2. Заполнение разделки механизированным способом (MAG) |
| ТП 9 | 1. Механизированная сварка в смеси газов (80% Ar+ 20% СО2) порошковой проволокой марки MEGAFIL–713R на подкладке (МIG) 2. Заполнение разделки механизированным способом (МIG) |
Вследствие этого такая задача может решаться в рамках организационной подсистемы, в форме постоянно действующей экспертно-консультационной комиссии при генеральном директоре или его заместителях, рис. 3.11.
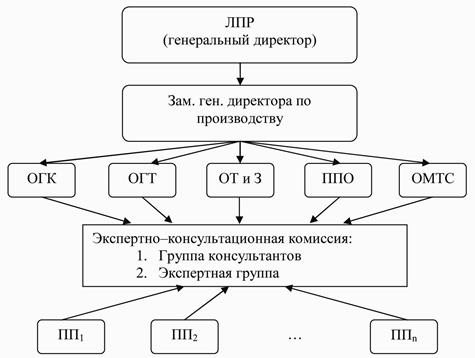
Рис. 3.11. Структурная схема экспертно–консультационной комиссии
В её состав входят представители штабных подразделений (ОГК, ОГТ, ППО, ОТиЗ, ОМТС и др.), а также представители линейных подразделений (производственных цехов, участков и др.).
Учитывая высокую степень важности выбора оптимальной технологии, многоальтернативность (многовариантность) используемых в настоящее время в судостроении технологических процессов резания и сваривания, а также представительность экспертной комиссии (20 и более экспертов), можно сделать вывод о необходимости детального анализа экспертных мнений, что в конечном итоге должно привести к эффективному решению.
Рассмотрим упрощенную схему решения задачи выбора технологии сварки монтажного стыкового соединения бортовой обшивки или набора.
Рассматриваемую задачу можно разбить на ряд подзадач:
1. Формирование экспертной группы.
Подбор экспертов выполняет ЛПР в соответствии с их компетентностью.
2. Формирование набора (перечня) анализируемых сварочных технологий.
3. Формирование критериев, относительно которых будет производиться сварочных технологий.
На данном этапе необходимо установить перечень критериев, относительно которых будет производиться выбор сварочных технологий. Сформированный набор критериев должен в полной мере отображать
4. Формирование индивидуальных экспертных ранжировок ТП в соответствии с заданным набором критериев.
Экспертная группа осуществляет оценивание рассматриваемых ТП в соответствии с заданным набором критериев. В результате ЛПР предъявляется набор индивидуальных экспертных ранжировок для последующего их анализа и выработки итогового решения.
5. Построение обобщенной ранжировки, отражающей коллективное мнение экспертной группы по выбору ТП.
Для решения поставленной задачи лицом, принимающим решение, была сформирована группа экспертов, состоящая из 10 человек, и был определен перечень ТП, приведенный в таблице 3.18.
Таким образом, имеется множество анализируемых объектов - альтернатив (ТП)  и множество экспертов
и множество экспертов  , выполняющих их анализ (оценивание).
, выполняющих их анализ (оценивание).
Дата добавления: 2021-03-18; просмотров: 717;
Поиск по сайту
Узнать еще
- III. Единство и взаимосвязь процессов воспитания и обучения.
- IV. Выбор способа ориентации изображения.
- IV. Выбор способа формирования фонда капитального ремонта
- Z-тест для сравнения выборочной доли со стандартом
- Автоматизация деловых процессов
- Автоматизация процессов управления перевозками
- Автоматизация процессов эксплуатации недвижимости
- Автоматизация технологических

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
