Развертывание. Особенности конструкции разверток
Развертывание – это процесс окончательной обработки отверстий режущими инструментами, называемыми развертками, для получения отверстий 6…9 квалитетов точности с шероховатостью  мкм, а при особо тщательном выполнении операций развертывания – по 5-му квалитету при шероховатости поверхности
мкм, а при особо тщательном выполнении операций развертывания – по 5-му квалитету при шероховатости поверхности  мкм. Припуск под развертывание принимается небольшой – в среднем 0,15…0,5 мм на сторону для черновых разверток и 0,05…0,25 мм – для чистовых.
мкм. Припуск под развертывание принимается небольшой – в среднем 0,15…0,5 мм на сторону для черновых разверток и 0,05…0,25 мм – для чистовых.
Схема работы развертки и элементы режима резания при обработке отверстия аналогичны схеме и элементам режима, которые имеют место при зенкеровании, а формулы для расчета осевой силы и крутящего момента практически не отличаются от формул для расчета этих параметров при сверлении и зенкеровании.
По способу применения развертки подразделяются на ручные и машинные, по конструкции – на цельные и сборные (со вставными ножами), по принципу регулирования размера – на постоянные и регулируемые, по способу крепления – на хвостовые и насадные, по форме обрабатываемого отверстия – на цилиндрические и конические.
На рис. 53 представлена цельная машинная развертка с коническим хвостовиком и наиболее распространенной и универсальной формой (  ). Такую форму заточки применяют при обработке сквозных и глухих отверстий 8…9 квалитетов в заготовках из вязких и хрупких материалов. Хвостовая часть ручной развертки имеет цилиндрическую форму с выполненным на конце квадратом для закрепления ее в воротке.
). Такую форму заточки применяют при обработке сквозных и глухих отверстий 8…9 квалитетов в заготовках из вязких и хрупких материалов. Хвостовая часть ручной развертки имеет цилиндрическую форму с выполненным на конце квадратом для закрепления ее в воротке.
Отличие разверток от выше рассмотренных осевых инструментов заключается в том, что количество зубьев у разверток составляет от 6 до 24. Число зубьев развертки определяют по формуле
 ,
,
где  - диаметр отверстия, мм;
- диаметр отверстия, мм;  для вязких материалов и
для вязких материалов и  для хрупких материалов, при этом рекомендуется применять развертки с четным числом зубьев, что существенно упрощает процесс измерения, т.к. зубья развертки располагаются напротив друг друга, но с неравномерным шагом.
для хрупких материалов, при этом рекомендуется применять развертки с четным числом зубьев, что существенно упрощает процесс измерения, т.к. зубья развертки располагаются напротив друг друга, но с неравномерным шагом.
Неравномерный шаг разверток позволяет повысить их вибро-
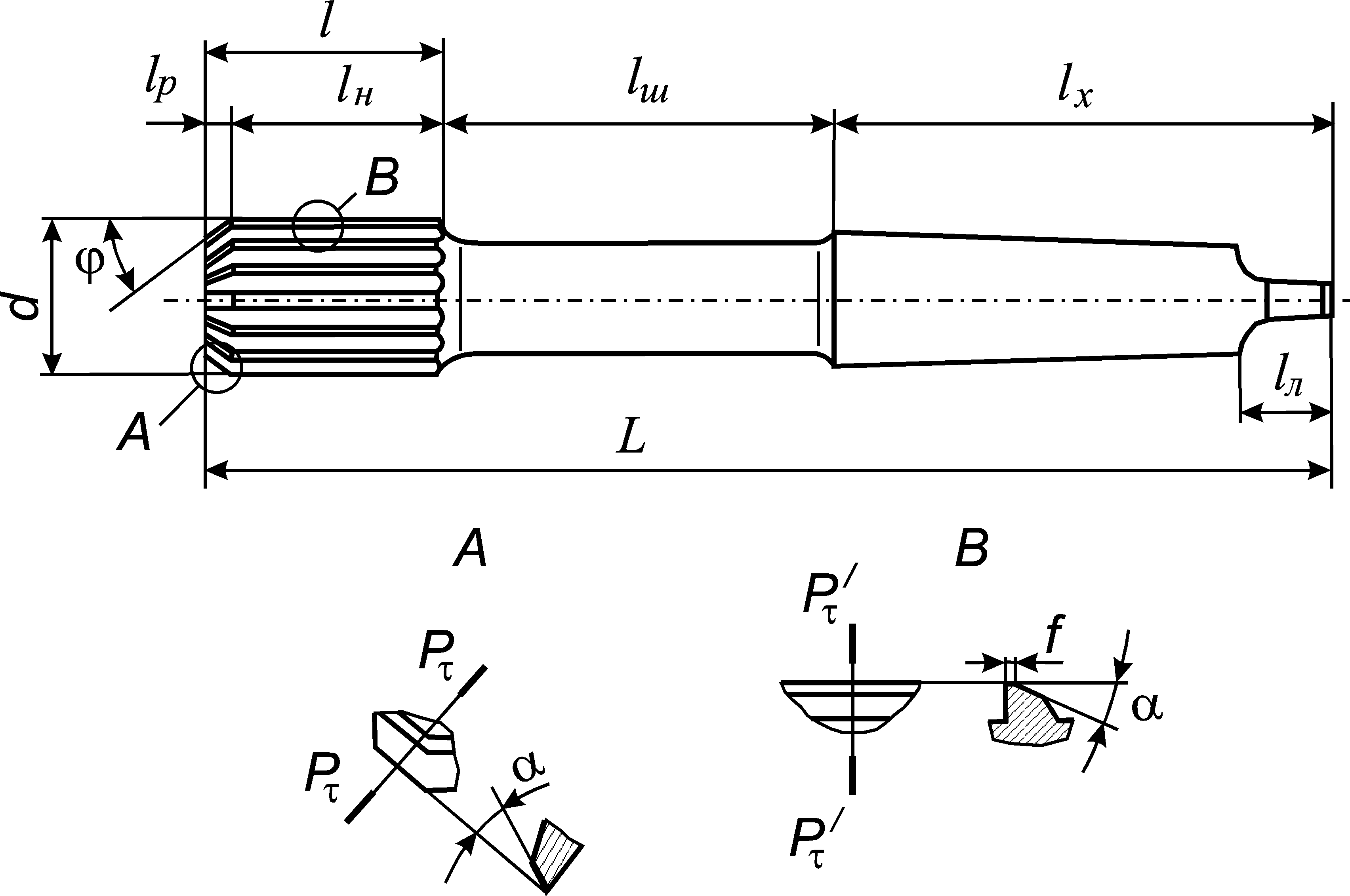 Рис. 53. Машинная развертка с коническим хвостовиком
Рис. 53. Машинная развертка с коническим хвостовиком
|
устойчивость, уйти от резонансных частот и тем самым уменьшить огранку отверстий [4, 13]. При этом переменный шаг делается у первой половины зубьев развертки, а вторая половина является зеркальным отображением первой (рис. 54).
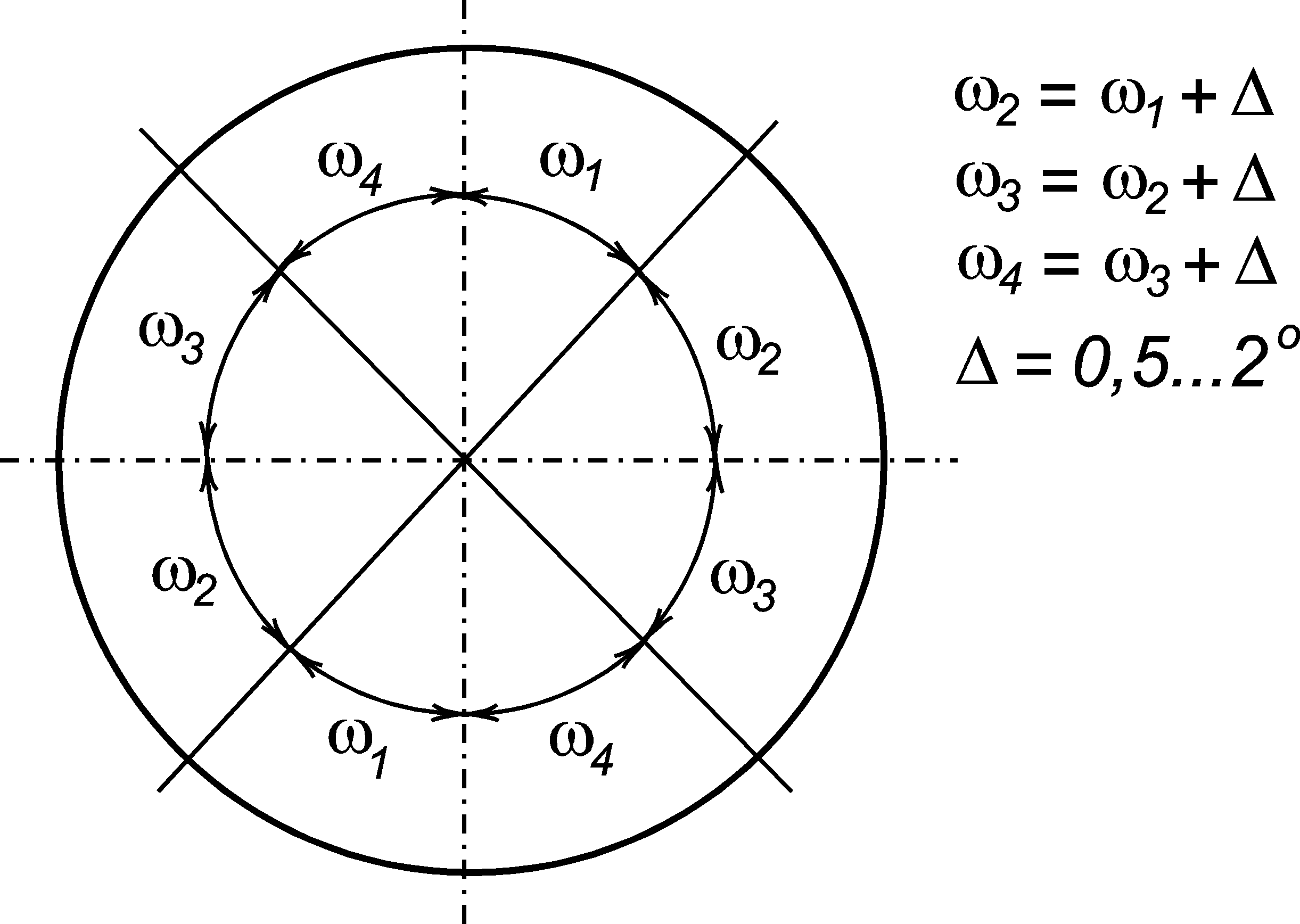 Рис. 54. Схема расположения зубьев
у восьмизубой развертки
Рис. 54. Схема расположения зубьев
у восьмизубой развертки
|
У разверток, также как и у зенкеров, отсутствует поперечная кромка, что исключает возможность обработки отверстия в сплошном материале.
Фрезерование
Фрезерование – это широко распространенный процесс механической обработки плоских и фасонных поверхностей режущими инструментами, называемыми фрезами, на станках фрезерной группы. Фрезы представляют собой многозубые режущие инструменты в виде тел вращения, режущие кромки зубьев у которых располагаются на образующей и (или) на торце(ах). При вращении фрезы зубья последовательно вступают в работу и срезают припуск обрабатываемого материала. Главное движение резания  при фрезеровании – вращение инструмента, а движение подачи
при фрезеровании – вращение инструмента, а движение подачи  – обычно поступательное перемещение заготовки. При этом способе обработки может быть обеспечена точность размеров по 8…10 квалитетам и шероховатость поверхности
– обычно поступательное перемещение заготовки. При этом способе обработки может быть обеспечена точность размеров по 8…10 квалитетам и шероховатость поверхности  мкм.
мкм.
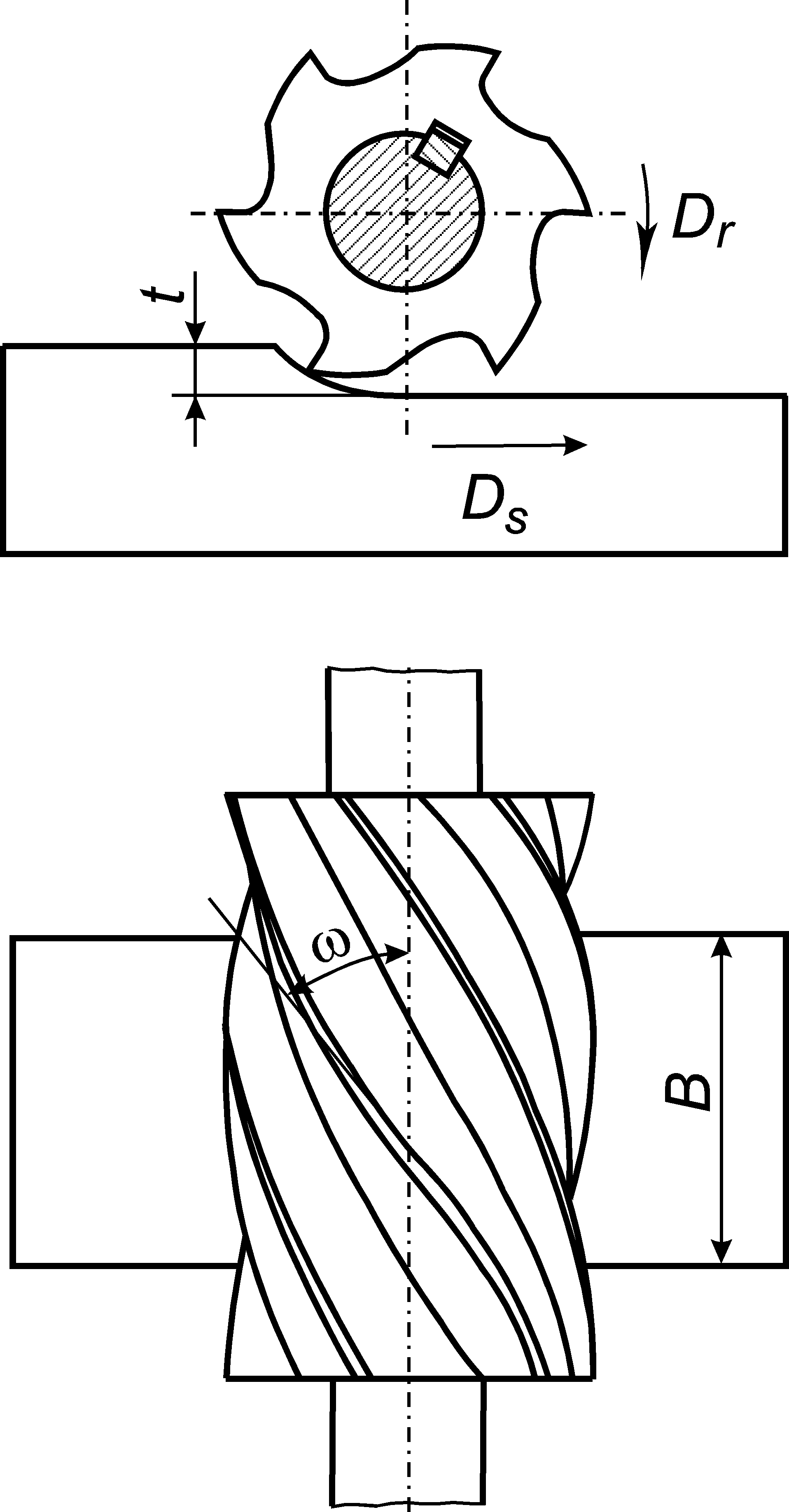 Рис. 55. Схема цилиндрического фрезерования
Рис. 55. Схема цилиндрического фрезерования
|
Одной из особенностей процесса фрезерования является прерывистый характер резания. Каждый зуб участвует в резании лишь на определенной части оборота фрезы, а остальную часть проходит вхолостую, что обеспечивает дробление стружки и способствует охлаждению режущего лезвия. Другая особенность состоит в том, что толщина слоя, срезаемого каждым зубом фрезы, переменна и изменяется от некоторого минимального до максимального значения или наоборот.
В зависимости от типа фрезы, применяемого станка и характера выполняемых работ различают цилиндрическое, дисковое, торцовое, концевое и фасонное фрезерование.
Дата добавления: 2016-12-16; просмотров: 4647;
Поиск по сайту
Узнать еще
- I. ОСОБЕННОСТИ ДЕЛОВОГО И ЛИЧНОСТНОГО ОБЩЕНИЯ В СОВМЕСТНОЙ ДЕЯТЕЛЬНОСТИ
- I.2. Основные категории водопотребления промышленных предприятий и их особенности
- I2. Особенности аэродинамики несущего винта (НВ)
- II. Завоевание Китая маньчжурами. Экономическое положение страны в XVII – начале XIX вв.: аграрная политика Цинской династии, особенности развития городского ремесла
- II. Особенности политического устройства Ирана
- II. Особенности развития турецкой буржуазии. Становление младотурецкого движения
- II. РЕЖИМ И ОСОБЕННОСТИ ЛИЧНОЙ ГИГИЕНЫ
- III. Особенности политической элиты России.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
