Технология ручной дуговой сварки.
Выбор режима.
Под режимом сварки понимают совокупность контролируемых параметров, определяющих условия сварки. Параметры режима сварки подразделяют на основные и дополнительные. К основным параметрам режима ручной сварки относят диаметр электрода, величину, род и полярность тока, напряжение на дуге, скорость сварки. К дополнительным относят величину вылета электрода, состав и толщину покрытий электрода, положение электрода и положение изделия при сварке.
Диаметр электрода выбирают в зависимости от толщины металла, катета шва, положения шва в пространстве.
Примерное соотношение между толщиной металла S и диаметром электрода dэ при сварке в нижнем положении шва составляет:
S, мм 1-2 3-5 4-10 12-24 30-60
dэ, мм 2-3 3-4 4-5 5-6 6-8
Сила тока в основном зависит от диаметра электрода, но также от длины его рабочей части, состава покрытия, положения сварки.
Однако при чрезмерном токе для данного диаметра электрода электрод быстро перегревается выше допустимого предела. Что приводит к снижению качества шва и повышенному разбрызгиванию.
При недостаточном токе дуга неустойчива, часто обрывается, в шве могут быть непровары. Величину тока можно определить по следующим формулам: при сварке конструкционных сталей для электродов диаметром 3-6 мм
Iд=(20+6dэ)dэ;
для электродов диаметром менее 3 мм
Iд=(30dэ);
гдеdэ - диаметр электрода, мм. Сварку швов в вертикальном и потолочном положениях выполняют, как правило, электродами диаметром не более 4 мм. При этом сила тока должна быть на 10 - 20 % ниже, чем для сварки в нижнем положении. Напряжение дуги изменяется в сравнительно узких пределах:16-30 В.
При сварке труб следует помнить, что качество всего сварного соединения в значительной степени зависит от качества наложения первого слоя шва. Для сварки первого слоя шва (корневого) должны применяться электроды меньшего, чем при наложении последующих слоёв диаметра. Обычно должны применяться электроды диаметром 2 мм. Полный провар основного металла достигается путем направления дуги непосредственно на кромки свариваемых труб при незначительных поперечных колебаниях электрода.
Рекомендуемые для каждой марки электродов режимы сварки приводятся, как правило, на наклеенных на пачках электродов этикетках.
Техника сварки.
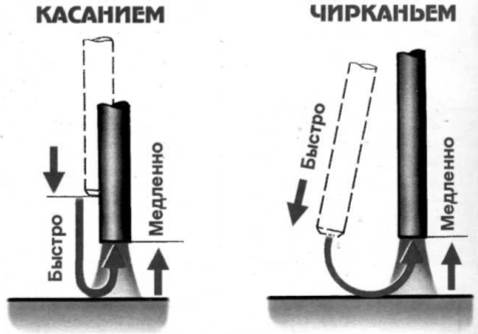
Дуга может возбуждаться двумя приёмами: касанием впритык и отводом перпендикулярно вверх или "чирканьем" электродом как спичкой. Второй способ удобнее. Но неприемлем в узких и неудобных местах.
В процессе сварки необходимо поддерживать определённую длину дуги, которая: зависит от марки и диаметра электрода. Ориентировочно нормальная длина, дуги должна быть в пределах
Lд =(0,5-1,1)dэ,
где Lд – длина дуги, мм; dэ – диаметр электрода, мм.
Длина дуги оказывает существенное влияние на качество, сварного шва и его геометрическую форму. Длинная дуга способствует более интенсивному окислению и азотированию расплавляемого металла, увеличивает разбрызгивание, а при сварке электродами основного типа приводит к пористости металла.
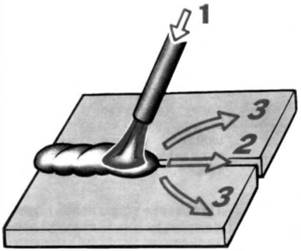
В процессе сварки электроду сообщается движение в трёх направлениях.
Первое движение - поступательное, по направлению вдоль оси электрода. Этим движением поддерживается постоянная (в известных пределах) длина дуги и скорость плавления электрода.
Второе движение – прямолинейное, перемещение электрода вдоль оси валика образования шва. Скорость этого движения устанавливается в зависимости от тока, диаметра электрода, скорости его плавления, вида шва и других факторов. При отсутствии поперечных движений электрода получается так называемый ниточный валик, на 2-3 мм больший диаметра электрода, или узкий шов шириной e£l,5dэ.
Третье движение – колебательное, перемещение электрода поперёк шва для прогрева кромок. Этими движениями за один проход получают шов шириной до 4-х диаметров электрода, а без них – 1,5 диаметра. Поперечные движения можно исключить при сварке тонких листов или при прохождении первого (корневого) шва многослойной сварки.
Поперечные колебательные движения конца электрода определяются формой разделки, размерами и положением шва, свойствами свариваемого материала, навыком сварщика. Для широких швов, получаемых с поперечными колебаниями, e = (l,5-5)dэ.
Дата добавления: 2016-12-09; просмотров: 2130;
Поиск по сайту
Узнать еще
- D-технология построения чертежа. Типовые объемные тела: призма, цилиндр, конус, сфера, тор, клин. Построение тел выдавливанием и вращением. Разрезы, сечения.
- I.Y.II. ПРОФЕССИЯ «ЭЛЕКТРОСВАРЩИК РУЧНОЙ СВАРКИ»
- IDEA NXT - новый подход в технологиях блочного симметричного шифрования
- II. Технология производства ДСП. Шлифованное ДСП.
- III Раздел: ЭЛЕКТРОТЕХНОЛОГИЯ НА СТРОИТЕЛЬНОЙ ПЛОЩАДКЕ.
- Автоматическое регулирование в области дуговой сварки
- АГРОТЕХНОЛОГИИ 25.1. Американская агротехнология кукурузы
- Агротехнология выращивания риса в Японии

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
