Сущность процесса термической резки.
Термической резкой называют процесс отделения частей металла от сортового или листового за счет его окисления, плавления или совместно того и другого.
Сущность резки окислением состоит в нагреве места резки до температуры воспламенения металла, сгорании подогретого металла в кислороде и удаления продуктов горения из пространства реза струей кислорода и газов, образующихся от горения металла.
Сущность резки плавлением состоит в нагреве места резки сильным концентрированным источником до температуры плавления металла и выдувании расплавленного металла из мест реза силами, участвующими в процессе резки (сила плазмы, дуги, луча и др.)
Сущность резки плавлением-окислением состоит в одновременном плавлении и окислении металла и удалении продуктов резки силами, участвующими в процессе резки.
Не все металлы и сплавы поддаются резке окислением. Окислительная резка требует выполнения следующих условий:
1. Температура воспламенения металла должна бить ниже температуры его плавления. В этом случае металл горит в твердом состоянии, поверхность, реза получается гладкой, верхние края кромки реза не подплавляются, продукты горения в виде шлака легко удаляются из полости реза кислородной струей и форма реза остается постоянной. Этому условию удовлетворяют железо и углеродистые стали.
2. Температура плавления образующихся при резке оксидов и шлаков должна быть ниже температуры плавления металла. В этом случае они становятся жидкотекучими и беспрепятственно удаляются из области реза кислородной струей.
ГАЗОВАЯ СВАРКА.
Сущность газовой сварки.
При газопламенной обработке металлов в качестве источника теплоты используется газовое пламя - пламя горючего газа, сжигаемого для этой цели в кислороде в специальных горелках.
В качестве горючих газов используют ацетилен, водород, природные газы, нефтяной газ, пары бензина, керосина и др. Наиболее высокую температуру по сравнению с пламенем других газов имеет ацетиленокислородное пламя, поэтому оно нашло наибольшее применение.
Газовая сварка- это сварка плавлением, при которой металл в зоне соединения нагревается до расплавления газовым пламенем.
При нагреве газовым пламенем кромки свариваемых заготовок расплавляются вместе с присадочным металлом, который может дополнительно вводиться в пламя горелки. После затвердевания жидкого металла образуется сварной шов.
К преимуществам газовой сварки относятся: простота способа, несложность оборудования, отсутствие источника электрической энергии.
К недостаткам газовой сварки относятся: меньшая производительность, сложность механизации, большая зона нагрева и более низкие механические свойства сварных соединений чем при дуговой сварке.
Техника сварки.
В практике применяют два способа сварки - правый и левый. При правом способе сварку ведут слева направо, сварочное пламя направляют на сваренный участок шва, присадочную проволоку перемещают вслед за горелкой. Так как при правом способе пламя направлено на сваренный шов, то обеспечивается лучшая защита сварочной ванны от кислорода и азота воздуха, большая глубина плавления, замедленное охлаждение металла шва в процессе кристаллизации. Теплота пламени рассеивается меньше, чем при левом способе, поэтому угол разделки кромок делается не 90°, а 60-70°, что уменьшает количество наплавленного металла и коробление.
При правом способе производительность на 20-25% выше, а расход газов на 15-20% меньше, чем при левом. Правый способ целесообразно применять при сварке металла толщиной более 5 мм и металлов с большой теплопроводностью.
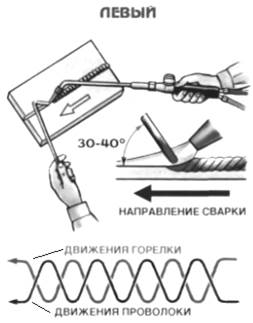
При левом способе сварку ведут справа налево, сварочное пламя направляют на ещё не сваренные кромки металла, а присадочную проволоку перемещают впереди пламени. При левом способе сварщик хорошо видит свариваемый металл, поэтому внешний вид шва лучше, чем при правом способе; предварительный подогрев кромок свариваемого металла обеспечивает хорошее перемешивание сварочной ванны. Благодаря этим свойствам левый способ наиболее распространён и применяется для сварки тонколистовых материалов и легкоплавких металлов.
| Способы газовой сварки | |
| 
|
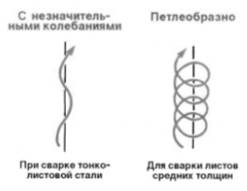
| При левом способе горелку перемещают справа налево. Присадочная проволока находится перед пламенем, которое направлено на свариваемые кромки. Конец присадочной проволоки находится в восстановительной зоне. Этот способ применяют при сварке тонкостенных (до 3 мм) конструкций и при сварке легкоплавких металлов и сплавов. | При правом способе горелку перемещают слева направо, а присадочная проволока перемещается вслед за горелкой. Пламя направляют на уже сваренный участок шва. Мундштуком производят незначительные колебания. При сварке листов толщиной менее 8 мм мундштук перемещают вдоль оси шва без колебаний. Конец проволоки держат погруженным в сварочную ванну и спиралеобразными движениями перемешивают жидкий металл для облегчения удаления окислов и шлаков. Правый способ используют при толщинах металла более 3 мм с разделкой кромок. Угол разделки кромок можно уменьшить, особенно при больших толщинах. Тепло пламени рассеивается меньше, чем при левом способе. |
| Качество шва при правом способе сварки выше, чем при левом, так как металл лучше защищен факелом |
Диаметр присадочной проволоки выбирают в зависимости от толщины свариваемого металла и способа сварки. При правом способе сварки диаметр присадочной проволоки d=S/2 мм, но не более 6 мм, при левом d=S/2+l мм, где S- толщина свариваемого металла, мм.
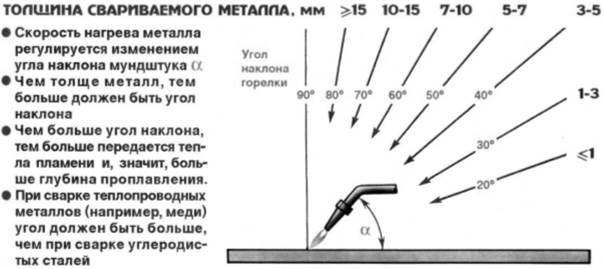
Скорость нагрева регулируют изменением угла наклона мундштука к поверхности свариваемого металла.
Чем толще металл и больше его теплопроводность, тем больше угол наклона мундштука поверхности свариваемого металла.
В процессе сварки газосварщик концом мундштука горелки совершает одновременно два движения: поперечное (перпендикулярно оси шва) и продольное (вдоль оси шва). Основным является продольное движение. Поперечное движение служит для равномерного прогрева кромок основного металла и получения шва необходимой ширины.
| Положение мундштука горелки |
|

| 
|
| 
|
Газовой сваркой можно выполнять нижние, горизонтальные (на вертикальной плоскости), вертикальные и потолочные швы. Горизонтальные и потолочные швы обычно выполняют правым способом сварки, вертикальные снизу вверх - левым способом.
Сварочное пламя.
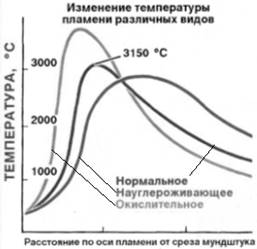
Наибольшее распространение в качестве горючего газа нашел ацетилен. В зависимости соотношения в горючей смеси ацетилена и кислорода различают три вида пламени:
-нормальное;
-окислительное (избыток кислорода);
-науглероживающее (избыток горючего газа).
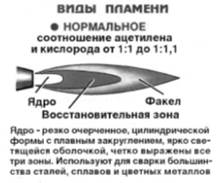
Нормальное пламя получается при соотношении ацетилена и кислорода от 1:1 до 1:9. Нормальное пламя имеет светящее ядро в форме цилиндра с закругленным концом.
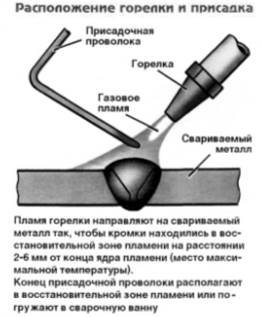
Более темная по сравнению с ядром восстановительная зона, имеет наиболее высокую температуру в точке, отстоящей от ядра на 2-6 мм. Именно этой зоной должен происходить нагрев и расплавление основного и присадочного металла.
Следующий за восстановительной зоной факел имеет более низкую температуру.
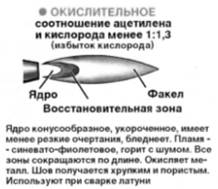
Если увеличить подачу кислорода или уменьшить подачу ацетилена в горелку, то получится окислительное пламя, имеющее укороченное ядро, заостренное, бледного цвета. Температура окислительного пламени выше температуры нормального, однако такое пламя: сильно окисляет свариваемый металл, что приводит к получению хрупкого и пористого шва.
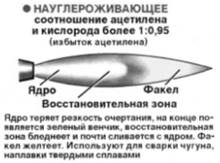
При уменьшении подачи кислорода или при увеличении подачи ацетилена получают науглероживающее пламя. Ядро в таком пламени теряет резкие очертания, становится расплывчатым, а на конце ядра появляется зеленый венчик. Восстановительная зона по цвету почти сливается с ядром, пламя принимает желтоватую окраску. Такое пламя науглероживает металл шва, делает его более хрупким.
При регулировке пламени следует обращать внимание на давление и размер ядра пламени. При повышении давления кислорода смесь вытекает из мундштука со слишком большой скоростью и пламя становится "жестким", раздувает металл сварочной ванны и затрудняет сварку, пламя может оторваться от мундштука. При низком давлении кислорода пламя становится короче и при приближении к металлу горелка начинает хлопать. При правильно установленном давлении кислорода горелка дает ровное и устойчивое пламя, не сдувающее расплавленный металл с поверхности ванны.
Из-за более медленного нагрева при газовой сварке зона термического влияния больше, чем при дуговой сварке и достигает 20-25 мм.

| 
|

| |

|
Дата добавления: 2016-12-09; просмотров: 4451;
Поиск по сайту
Узнать еще
- I-s диаграмма рабочего процесса ГТД
- I. Диалектический характер процесса познания
- I. Политический режим: понятие, сущность и основные типы.
- I.2.3 ПЕРВЫЙ ЗАКОН (НАЧАЛО) ТЕРМОДИНАМИКИ. ПРИМЕНЕНИЕ ПЕРВОГО ЗАКОНА ТЕРМОДИНАМИКИ К ИЗОПРОЦЕССАМ
- N Новизна и оригинальность процесса или результата
- Process Control Block и контекст процесса
- ІІ.5.2. Основы процесса фракталь-ного расширения квадрата
- А) Зависимость удельной тяги и удельного расхода топлива ТРДФ от параметров рабочего процесса

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
