ОСНОВНЫЕ ДЕФЕКТЫ СВАРНЫХ ШВОВ.
Непроваром называют местное отсутствие сплавления между свариваемыми элементами, между металлом шва и основным металлом или отдельными слоями шва при многослойной сварке. Непровар уменьшает сечение шва и вызывает концентрацию напряжений, поэтому может значительно снизить прочность конструкции. Участки шва, где выявлены непровары, величина которых превосходит допустимую, подлежат удалению и последующей заварке.
Подрезом называют местное уменьшение толщины основного металла у границы шва. Подрез приводит к уменьшению сечения металла и резкой концентрации напряжений в тех случаях, когда он расположен перпендикулярно действующим рабочим напряжениям.
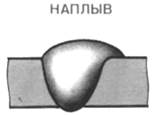
Наплывом называют натекание металла шва поверхность основного металла без сплавления с ним.
Прожогом называют полость в шве, образовавшуюся в результате вытекания сварочной ванны, является недопустимым дефектом сварного соединения.
Кратером называют незаваренное углубление, образующееся после обрыва дуги или резкого отвода горелки от сварного шва. В кратере, как правило, образуются усадочные рыхлости, часто переходящие в трещины.
Ожогами называют небольшие участки подвергшегося расплавлению металла на основного металле вне сварного шва.
| Наименование | Причина | Наименование | Причина |

| - Обрыв дуги - Неправильное выпол-нение конечного участ-ка шва | 
| - Большой сварочный ток - Длинная дуга - При сварке угловых швов – смещение элект-рода в сторону верти-кальной стенки |

| - Быстрое охлаждение шва - Загрязнение кромок маслом, ржавчиной и т.п. - Непросушенные электроды - Высокая скорость сварки | 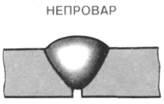
| - Малый угол скоса вертикальных кромок - Малый зазор между ними - Загрязнение кромок - Недостаточный сварочный ток - Завышенная скорость сварки |

| - Грязь на кромках - Большая длина дуги - Малый сварочный ток - Большая скорость сварки | 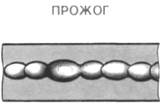
| - Большой ток при малой скорости сварки - Большой зазор между кромками - Под свариваемый шов плохо поджата флюсовая подушка или медная подкладка |

| - Плохая зачистка кромок - Большая длина дуги - Недостаточный сварочный ток - Большая скорость сварки | 
| - Неустойчивый режим сварки - Неточное направление электрода |
| - Большой сварочный ток - Неправильный наклон электрода - Излишне длинная дуга | 
| - Резкое охлаждение конструкции - Высокие напряжения в жестко закрепленных конструкциях - Повышенное содержание серы и фосфора |

| - Низкая пластичность металла шва - Образование закалочных структур - Напряжение от неравномерного нагрева | 
| - Чрезмерный нагрев околошовной зоны - Неправильный выбор тепловой мощности - Завышенные значения мощности пламени или сварочного тока |
Дата добавления: 2016-12-09; просмотров: 2085;
Поиск по сайту
Узнать еще
- Arthropoda.Систематика.Тараканы и мухи.Географическое распространение.Основные представители.Морфология,развитие,патогенное действие.Медицинское знаение.Меры борьбы.
- Cущность организации и ее основные признаки
- I. Назначение унифицированных газозарядных станций и основные тактико-технические требования, предъявляемые к ним.
- I. ОСНОВНЫЕ ПОЛОЖЕНИЯ
- I. Политический режим: понятие, сущность и основные типы.
- I.2. Основные категории водопотребления промышленных предприятий и их особенности
- II. Основные задачи ГО
- II. Основные задачи службы торговли и питания

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
