Дефекты макроструктуры
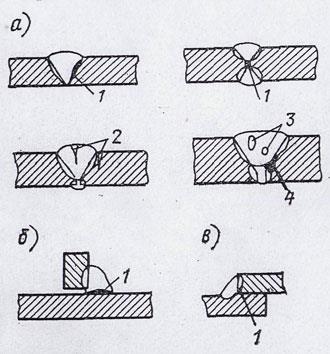
К дефектам макроструктуры, выявляемым при увеличении не более чем в 10 раз, от Рис. 3. Дефекты макроструктуры в швах
а - стыковых; б - угловых; в - нахлесточных;
1 - непровар; 2 - трещины; 3 - поры; 4 — шлаковые включения
К дефектам макроструктуры, выявляемым при увеличении не более чем в 10 раз, относятся газовые поры, шлаковые включения, непровары, трещины (рис. 3).
Газовые поры образуются в сварных швах вследствие быстрого затвердевания газонасыщенного расплавленного металла, при котором выделяющиеся газы не успевают выйти в атмосферу.
Как правило, такой дефект встречается при повышенном содержании углерода в основном металле, наличии ржавчины, масла и краски на кромках основного металла и поверхности сварочной проволоки, использовании влажного или отсыревшего флюса, присутствии вредных примесей в защитных газах, неправильной регулировке пламени сварочной горелки, чрезмерной скорости сварки, нарушающей газовую защиту ванны жидкого металла, неправильном выборе марки сварочной проволоки, в особенности при сварке в среде углекислого газа. Газовые поры могут быть распределены в шве отдельными группами, в виде цепочки вдоль шва или в виде отдельных включений. Иногда образуются сквозные поры, так называемые свищи. Степень пористости шва и размер отдельных пор во многом зависят от того, как долго сварочная ванна находится в жидком состоянии, которое позволяет образующимся газам выйти из шва.
Шлаковые включения являются результатом небрежной очистки кромок деталей и сварочной проволоки от окалины, ржавчины и грязи, а также (при многослойной сварке) неполного удаления шлака с предыдущих слоев. Кроме того, они возникают при сварке длинной дугой, неправильном наклоне электрода, недостаточной величине сварочного тока или мощности горелки, завышенной скорости сварки.
Шлаковые включения различны по форме (от сферической до игольчатой) и размерам (от микроскопических до нескольких миллиметров). Они могут быть расположены в корне шва между отдельными слоями, а также внутри наплавленного металла.
Шлаковые включения, так же как и газовые поры, ослабляют сечение шва, уменьшают его прочность и являются зонами концентрации напряжений.
Непроваром называют местное несплавление основного металла с наплавленным, а также несплавление между собой отдельных слоев шва при многослойной сварке из-за наличия тонкой прослойки : окислов, а иногда и грубой шлаковой прослойки внутри швов. Причинами непроваров являются: плохая очистка металла от окалины, ржавчины и грязи, малый зазор в стыке, излишнее притупление и малый угол скоса кромок, недостаточная величина тока или мощности горелки, большая скорость сварки, смещение электрода в сторону от оси шва.
При автоматической сварке под флюсом и электрошлаковой сварке непровары обычно образуются в начале процесса, когда основной металл еще недостаточно прогрет. Поэтому сварку начинают на входных технологических планках, отрезаемых в дальнейшем. Иногда непровары по сечению шва возникают из-за вынужденных перерывов в процессе сварки.
При точечной и шовной контактных сварках причинами непроваров являются недостаточная величина тока, продолжительность сварки и давления, большая рабочая поверхность электродов. При стыковой контактной сварке непровары наиболее часто образуются в результате несвоевременного выключения сварочного тока.
Трещины и непровары являются наиболее опасным дефектом сварных швов. Они возникают в самом шве и в околошовной зоне, располагаясь вдоль и поперек шва в виде несплошностей микро- и макроскопических размеров.
Трещины разделяют на горячие и холодные в зависимости от температуры их образования.
Горячие трещины появляются в процессе кристаллизации металла шва при температуре 1100-13000 С. Их образование вызывается наличием полужидких прослоек между кристаллами наплавленного металла шва в конце его затвердевания и действием в нем растягивающих усадочных напряжений. Повышенное содержание в металле шва углерода, кремния, водорода и никеля также способствует образованию горячих трещин. Они обычно расположены внутри шва и их трудно выявить.
Холодные трещины возникают при температурах 100-3000 С в легированных сталях и при нормальных температурах - в углеродистых сталях сразу после остывания шва или через длительный промежуток времени. Основная причина их образования — значительные напряжения, возникающие в зоне сварки при распаде твердого раствора, и скопление под большим давлением молекулярного водорода в пустотах, имеющихся в металле шва. Холодные трещины выходят на поверхность шва и хорошо заметны.
Дата добавления: 2016-11-29; просмотров: 2533;
Поиск по сайту
Узнать еще
- Аморфные и кристаллические тела. Анизотропия кристаллов. Классификация кристаллов по типу связей. Дефекты в кристаллах. Жидкие кристаллы.
- Б. Тератогенные: Врождённые дефекты
- Возможные дефекты сырых изделий, возникающие при разделке, и способы их устранения
- Генетически обусловленные дефекты биосинтеза гормонов
- Дефекты в кристаллах
- Дефекты в кристаллах
- Дефекты в кристаллах.
- Дефекты в кристаллических решетках

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
