Расчет режимов шовной сварки
Для шовной сварки так же, как и для точечной, в результате многолетней производственной практики отработаны некоторые границы основных режимных показателей. Речь идет всегда о силе тока I, времени включения импульса tш , времени паузы между импульсами tп , силе сжатия электродов Р и линейной скорости наложения шва υ. Принцип технологического подобия был показан ранее посредством критерия Кш [см. формулу (2.87)]. Выбор сварочного (вторичного) тока также рекомендовался по формуле типа (2.88). В дальнейшем для точечной сварки эта формула получила численные коэффициенты: минимальный 120, максимальный 170 [см. формулу (4.15) ]. Для шовной сварки время включения тока меньше, чем для точечной. По этой причине в формуле (4.15) для шовной сварки нужно применять максимальное значение коэффициента. Вместо диаметра принимается ширина рабочей части ролика b. Тогда в целом расчет тока можно производить по равенству

где b — в см; рт — вмк Ом-см.
Скорость шовной сварки также отработана на практике для разных толщин и металлов. Для предельной толщины 3 + 3 мм линейная скорость сварки для всех металлов практически одинакова и близка к 0,7 см/с.
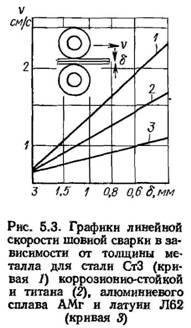
Изменение скорости для других, меньших толщин и металлов разной электропроводности и теплоемкости представлено графиками, приведенными на рис. 5.3. Кривые не являются физическими абсолютами; относительно численных значений скоростей можно допускать изменения до ± 20%.
Поскольку для шовной сварки силу токов выбирают большую, чем в среднем для точечной, длительность импульса времени его включения делают относительно более короткой, то критерий Кш [см. формулу (2.87)] получается численно больше критерия Кш [см. формулу (2.84)]. Практически он равен Кш = 90÷150.
Учитывая эти данные, проделаем некоторые численные расчеты.
Пример 1. Свариваем детали из СтЗ толщиной 1 + 1 мм. Ширину роликов b можно выбирать такой же, что и диаметр ядра сварной точки. Тогда в данном случае b = 5 мм.
Сила сварочного тока Iсв по формуле (5.1)

 = 1/3, получится таким:
= 1/3, получится таким:

Вторичный, суммарный ток Iш — 11,2 кА. Силу сжатия роликов Р (кН) для шовной сварки выбирают по наибольшему пределу δ (мм), принятому для сварки точечной:

Отклонения от этих рекомендаций могут быть ±10 %.
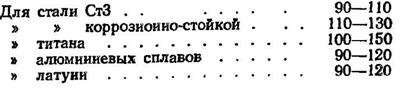
Для данного примера принимаем Р = 3 кН. Предел текучести σт = 250 МПа. Опытные данные целого ряда заводов показывают, что критерий Кш , рассчитанный по режимным показателям, получается в таких пределах:
Для данного примера примем Кш — 110. Тогда по формуле (2.87)

 находим:
находим:

По графику рис. 5.3 скорость сварки υ = 1,4 см/с. Временной цикл получается таким:

| <== предыдущая лекция | | | следующая лекция ==> |
| Расчет режимов точечной и рельефной сварки | | | Расчет режима электрошлаковой сварки проволочными электродами |
Дата добавления: 2016-11-29; просмотров: 2357;
Поиск по сайту
Узнать еще
- I. Расчёт методом контурных токов.
- I.Y.II. ПРОФЕССИЯ «ЭЛЕКТРОСВАРЩИК РУЧНОЙ СВАРКИ»
- II Расчет и анализ трехфазных цепей
- II. Расчёт методом суперпозиции.
- III. Основные законы, используемые при расчёте магнитных цепей.
- III. Расчёт электрического состояния цепи с последовательным соединением элементов L, R, C.
- IV. Расчёт простых цепей постоянного тока методом эквивалентных преобразований сопротивлений.
- IV. Расчёт цепи с параллельным соединением R, L, C элементов

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
