БЕЗОПАСНОСТЬ ТРУДА И ЗАЩИТА СРЕДЫ ОБИТАНИЯ
Вопросы техники безопасности и охраны труда регламентируются многими специальными стандартами и постановлениями. Этому служат также ГОСТы на различное оборудование и материалы. В данном разделе не ставится задача рассмотрения этой документации, а приводятся только некоторые основные положения и сведения.
Сварка плавлением - процесс, требующий повышенного внимания ко всем стадиям его выполнения. При нарушении правил техники безопасности возможны возгорания, травмы не только сварщиков, но и окружающих работников.
Одежда сварщика должна предохранять от попадания брызг расплавленного металла на различные участки тела и защищать от попадания световых лучей дуги. Куртки, брюки и рукавицы должны изготовляться из плотного брезентового материала, ботинки или сапоги из толстой кожи или кожзаменителей. Брюки не заправляются в сапоги. Для предотвращения поражения глаз, кожи головы и шеи обязательно применение защитных очков (газопламенная обработка) или защитных масок (дуговая сварка). Серьезное внимание должно уделяться вентиляции в зоне сварки. Следует применять различные мероприятия для предотвращения отравления вредными газами и аэрозолями, выделяющимися при сварке.
Техника безопасности при газопламенной обработке
Газопламенная обработка связана с использованием горючих взрывоопасных газов. Это требует строгого соблюдения следующих правил техники безопасности:
• Запрещается производить работы в непосредственной близости от легковоспламеняющихся, горючих материалов, таких как бензин, керосин, стружка и др.
• Сварку внутри резервуаров и в плохо вентилируемых помещениях и емкостях следует вести с применением систем принудительной вентиляции и с перерывами в работе. Снаружи должен находиться второй человек, который способен оказать помощь в случае необходимости.
БЕЗОПАСНОСТЬ ТРУДА И ЗАЩИТА СРЕДЫ ОБИТАНИЯ 553
• При резке металлов больших толщин следует применять резаки с удлиненными трубками для уменьшения влияния высокой температуры на рабочего.
• Выполнение газопламенных работ и применение открытого огня допускается на расстоянии не менее Юм от перепускных рам и передвижных ацетиленовых генераторов и 5м от отдельно стоящих баллонов с горючими газами.
• При сварке можно применять только редукторы с исправными манометрами.
• Кислородные редукторы следует предохранять от попадания на них смазочных материалов.
• При пуске газа в редуктор нельзя стоять перед редуктором.
• Все соединения редуктора должны быть герметичны.
• Запрещается использование переходников, тройников для одновременного питания нескольких горелок.
Во время транспортировки баллонов с газом на них необходимо навернуть защитные колпачки для предотвращения от случайных повреждений и загрязнения. Переносить или передвигать их следует на специальных устройствах (тележках, носилках), во избежание их падения либо ударов друг о друга. Можно перемещать баллоны кантовкой, слегка наклоняя, но только на короткие расстояния.
На месте сварки хранить кислородные баллоны можно только при непосредственном проведении сварочных работ. На рабочем посту разрешается хранить 2 баллона: 1-й рабочий, 2-ой запасной. Неполные баллоны следует хранить только в вертикальном положении и закрытыми, чтобы избежать возможности их падения и механического повреждения. Пустые же баллоны разрешается хранить штабелями, но высотой не более 4 рядов. Баллоны, хранящиеся на строительных площадках, должны храниться во временном складе из огнеупорного материала.
Вентили кислородных баллонов следует предохранять от попадания на них масел, пленки которых могут самовоспламеняться при контакте со сжатым кислородом. Запрещается работать с баллонами, давление в которых ниже рабочего, установленного редуктором данного баллона.
Баллоны для газов-заменителей окрашивают в красный цвет и эксплуатируют в соответствии с правилами обращения с баллонами со сжатым или сжиженным газом. В процессе хранения и эксплуатации нельзя подвергать баллоны с газами нафеву, так как это приводит к повышению давления в них и может привести к взрыву.
554 БЕЗОПАСНОСТЬ ТРУДА И ЗАЩИТА СРЕДЫ ОБИТАНИЯ
Техника безопасности при дуговой сварке
Поражение электрическим током. При дуговой сварке используют источники тока с напряжением холостого хода от 45 до 80 В, при постоянном токе от 55 до 75 В, при переменном токе от 180 до 200 В при плазменной резке и сварке. Поэтому источники питания оборудуются автоматическими системами отключения тока в течение 0,5 ... 0,9 с при обрыве дуги. Человеческое тело обладает собственным сопротивлением и поэтому безопасным напряжением считают напряжение не выше 12 В.
При работе в непосредственном контакте с металлическими поверхностями следует соблюдать следующие правила техники безопасности:
• Надежная изоляция всех токоподводящих проводов от источника тока и сварочной дуги.
• Надежное заземление корпусов источников питания сварочной дуги (рис. 16.1).
• Применение автоматических систем прерывания подачи высокого напряжения при холостом ходе.
• Надежная изоляция электрододержателя для предотвращения случайного контакта с токоведущими частями электрододержателя с изделием.
• При работе в замкнутых помещениях (сосудах) кроме спецодежды следует применять резиновые коврики (калоши) и источники дополнительного освещения.
• Не допускается контакт рабочего с клеммами и зажимами цепи высокого напряжения.
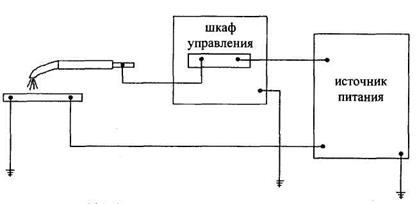
Рис. 16.1. Схема заземления сварочного оборудования
БЕЗОПАСНОСТЬ ТРУДА И ЗАЩИТА СРЕДЫ ОБИТАНИЯ 555
• Каждый сварочный пост должен быть огорожен негорючими материалами по бокам, а вход - асбестовой или другой негорючей тканью во избежание случайных повреждений других рабочих.
• Краска, применяемая для окрашивания стен и потолков постовых кабин, должна быть матовой, чтобы уменьшить эффект отражения светового луча от них.
Поражение лучами электрической дуги. Сварочная дуга является источником световых лучей, яркость которых может вызывать ожоги незащищенных глаз при облучении их всего в течение 10 ... 15 с. Более длительное воздействие излучения дуги может привести к повреждению хрусталика глаза и полной потере зрения. Ультрафиолетовое излучение вызывает ожоги глаз и кожи (подобно воздействию прямых солнечных лучей), инфракрасное излучение может вызвать помутнение хрусталика глаза. Стены кабины должны быть окрашены в светлые тона для ослабления контраста с яркостью дуги. При работе вне кабины применяются специальные ширмы и защитные щиты.
Техника безопасности при сварке электронным лучом
При использовании сварочных аппаратов с применением электронного луча техника безопасности указывается в сопровождающей документации на это оборудование.
Пожаробезопасность при проведении сварочных работ
При дуговой электросварке и особенно резке брызги расплавленного металла разлетаются на значительные расстояния, что вызывает опасность пожара. Поэтому сварочные цеха (посты) должны сооружаться из негорючих материалов, в местах проведения сварочных работ не допускается скопление смазочных материалов, ветоши и других легковоспламеняющихся материалов.
При газовой сварке и резке возможность взрывов и пожаров обусловлена применением горючих газов и паров горючих жидкостей, которые в смеси с воздухом могут взрываться при повышении температуры или давления. Ацетилен образует соединения с медью, серебром и ртутью, которые могут взрываться при температуре выше 120 °С от ударов и толчков.
556 БЕЗОПАСНОСТЬ ТРУДА И ЗАЩИТА СРЕДЫ ОБИТАНИЯ
При воспламенении карбида при хранении или транспортировке и ацетиленового генератора для тушения необходимо использовать сжатый азот или углекислотный огнетушитель. Для быстрой ликвидации очагов пожаров вблизи места сварки всегда должны быть емкости с водой или песком, лопата, а также ручной огнетушитель.
Пожарные рукава, краны, стволы, огнетушители должны находиться в легкодоступном месте.
Пожар может начаться не сразу, поэтому по окончании сварки следует внимательно осмотреть место проведения работ, не тлеет ли что-нибудь, не пахнет ли дымом и гарью.
Системы вентиляции и пылезащита
Помещение, где производится сварка и термическая резка, должно быть хорошо вентилируемое. Для этого используются различные системы вентиляции:
• Естественная вентиляция. Проветривание помещений через открытые окна и двери.
• Общеобменная вентиляция с удалением воздуха осевыми вентиляторами, установленными на крыше или стене. Механическое удаление воздуха из помещения происходит одновременно с поступлением свежего воздуха через окна. Этот метод эффективен при кратности воздухообмена от 3 до 15 воздухообменов в час.
• Местная вытяжная вентиляция с настенными гибкими местными отсосами. Вредные вещества удаляются непосредственно от мест их выделения и не распространяются по всему помещению.
• Передвижные фильтровентиляционные агрегаты. Удаление загрязненного воздуха вблизи источника выделения вредных веществ с его очисткой и возвратом в помещение. Может перемещаться в любое место цеха.
• Общеобменная вентиляция с рециркуляцией. Воздух в количестве, обеспечивающем от 3 до 15 воздухообменов в час, удаляется из помещения и после очистки возвращается обратно. Рециркуляция воздуха составляет 100%.
• Местная вытяжная вентиляция с применением настенных гибких местных вытяжных устройств с очисткой и рециркуляцией удаляемого воздуха. Вредные вещества удаляются непосредственно из мест их выде-
БЕЗОПАСНОСТЬ ТРУДА И ЗАЩИТА СРЕДЫ ОБИТАНИЯ 557
ления системой местных вытяжных устройств с централизованной очисткой воздуха.
Для работы в условиях плохой вентиляции и наличии вредных газов рекомендуется применение индивидуальных средств защиты (противогазов).
При электросварке, особенно цветных металлов и их сплавов, необходимо применять системы вентиляции. На стационарных постах устанавливают местные отсосы в виде вытяжного шкафа, вертикальной или наклонной панели либо гофрированной трубы (рис. 16.2, б).
При сварке крупногабаритных серийных деталей с применением специальных устройств системы вентиляции ставят непосредственно в этом приспособлении.
При автоматической сварке под флюсом, в защитных газах, электрошлаковой сварке применяют устройства с местным отсосом газов и паров.
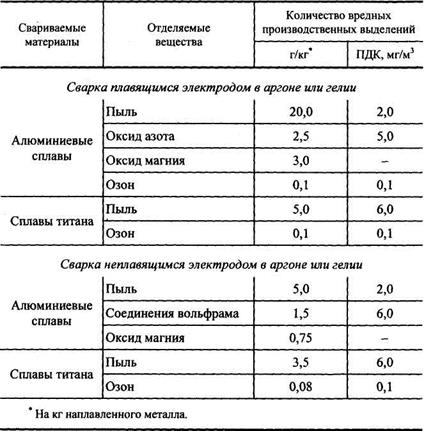
В табл. 16.1 представлены некоторые данные о количестве выделяющихся вредных веществ в зависимости от вида сварки и применяемых материалов.
а - стационарный пост; б - замкнутое пространство (отсос);
/ - стационарный сварочный пост; 2 - вытяжной шкаф;
3 - вентиляционная труба
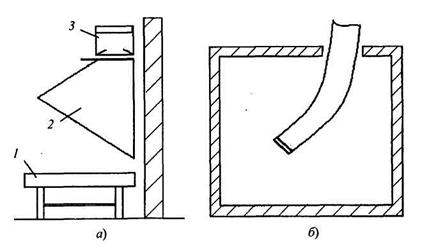
Рис. 16.2. Способы вентиляции рабочих мест:
558 БЕЗОПАСНОСТЬ ТРУДА И ЗАЩИТА СРЕДЫ ОБИТАНИЯ
16.1. Количество выделяющихся вредных веществ в зависимости от вида сварки и применяемых материалов
СПИСОК ЛИТЕРАТУРЫ
1. Евсеев Г.Г., Глизманенко Д.А. Оборудование и технология газоплазменной обработки металлов и неметаллических материалов. - М.: Машиностроение, 1974. - 312 с.
2. Ерохин А.А. Основы сварки плавлением. - М.: Машиностроение, 1973.-447 с.
3. Патон Б.Е., Лебедев В.К. Электрооборудование для дуговой и шлаковой сварки. - М.: Машиностроение, 1966. - 359 с.
4. Петров Г.Л. Сварочные материалы. -Л.: Машиностроение, 1972. -277 с.
5. Потапьевский А.Г. Сварка в защитных газах плавящимся электродом. - М.: Машиностроение, 1974. ^ 237 с.
6. Сварка в машиностроении: Справочник. В 4-х т. / Ред. кол.: Г.А. Николаев (пред.) и др. - М.: Машиностроение, 1978 - Т. 2 / Под ред. А.И. Акулова. 1978.-462 с.
7. Сварка и свариваемые материалы: В 3-х т. Т. 1. Свариваемость материалов / Под ред. Э.Л. Макарова. - М.: Металлургия, 1991. - 528 с. Т. 2. Технология и оборудование / Под ред. В.М. Ямпольского. - М.: Изд-во МГТУ им. Н.Э. Баумана, 1996. - 574 с.
8. Сварочные материалы для дуговой сварки: В 2-х т. Т. 1. Защитные газы и сварочные флюсы / Б.П. Конищев, С.А. Курланов, Н.Н. Потапов и др.; Под общ. ред. Н.Н. Потапова. - М.: Машиностроение, 1989. - 544 с. Т. 2. Сварочные проволоки и электроды / Н.Н. Потапов, Д.Н. Баранов, О.С. Каковкин и др.; Под общ. ред. Н.Н. Потапова. - М.: Машиностроение, 1993.-768 с.
Дата добавления: 2016-11-29; просмотров: 2315;
Поиск по сайту
Узнать еще
- III. ПРОТИВОАВАРИЙНАЯ ЗАЩИТА
- XXIII. ПЫЛЕВЗРЫВОБЕЗОПАСНОСТЬ ПРИ РАЗРАБОТКЕ ПЛАСТОВ, ОПАСНЫХ ПО ВЗРЫВАМ УГОЛЬНОЙ ПЫЛИ
- Абиотические факторы среды
- АБИОТИЧЕСКИЕ ФАКТОРЫ СРЕДЫ
- Автоматическая защита и контроль работы холодильных установок.
- Аграрное производство как особая сфера приложения труда и капитала
- Адаптации организмов к условиям среды
- АДАПТАЦИЯ И ОСНОВНЫЕ СПОСОБЫ ПРИСПОСОБЛЕНИЯ ЖИВЫХ ОРГАНИЗМОВ К ЭКСТРЕМАЛЬНЫМ УСЛОВИЯМ СРЕДЫ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
