Дублирование основных деталей
Значительную долю ассортимента материалов для изделий пальтово-костюмного ассортимента составляют облегченные, рыхлой структуры материалы. Для повышения формоустойчивости изделий основные детали или отдельные участки их дублируют прокладочными материалами с односторонним клеевым покрытием. Прокладочные материалы имеют противоусадочную отделку, в большинстве случаев – ворсовые. Для пальто наиболее приемлемы лавсановискозные, хлопчатобумажные ткани с точечным покрытием клеем ПА 6/6,6; для пиджаков – вискозные, лавсановискозные. В качестве дополнительного слоя прокладки в области груди используют нетканый материал Сюнт с клеевым покрытием.
Значительное повышение производительности труда, упрощение технологии достигается при использовании многозональной прокладочной ткани. Каждая часть (зона) ширины ткани отличается по волокнистому составу нитей, поверхностной плотности, толщине, переплетению, а следовательно, и по физико-механическим свойствам.
Дублированию подвергают детали переда, спинки, отрезные бочки, воротники, рукава, мелкие детали. Операция выполняется до стачивания вытачек. Места расположения вытачек, карманов и т.д. намечают после дублирования деталей.
В зависимости от свойств основных и прокладочных материалов, модели изделия, участка детали дублирование может быть одно- и многослойным, сплошным или частичным (рис. 26).
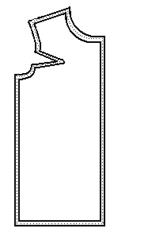
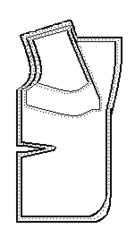

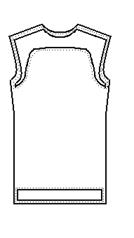
| а) | б) | в) | г) |
| Рис. 26. Дублирование деталей: а) часть переда женского пальто; б) часть переда мужского пиджака; в) отрезной бочок; г) спинка пальто |
Размеры прокладок на 3÷7 мм меньше деталей из основного материала, прокладки входят в швы на 1-2 мм. Во избежание налипания частиц клея на рабочие поверхности подушек прессов они покрыты пленкой фторопласта.
Фронтальному дублированию не подлежат изделия из тканей мешковых переплетений, имеющие ярко выраженную рельефную лицевую поверхность и сильную подворсовку с изнаночной стороны.
Для дублирования деталей кроме прессов с универсальными подушками используются прессы проходного типа марок ПД-18; РПС-1400 «Майер» и др. Пресс обслуживается двумя или тремя операторами. В зоне запуска детали укладывают и совмещают с прокладками. С помощью транспортирующей ленты они подаются под прессующую поверхность и далее в зону охлаждения и съема. Изделия обрабатываются в автоматическом режиме по заранее установленной циклограмме.
Дата добавления: 2016-11-29; просмотров: 3259;
Поиск по сайту
Узнать еще
- HАHЕСЕHИЕ PАЗМЕРОВ HА ЧЕРТЕЖАХ ЛИТЫХ ДЕТАЛЕЙ
- III. Старение и усталость. Вибрация. Коррозия деталей машин. Краткие сведения по теории трения. Виды трения. Основные требования и определения
- Автоматический контроль формы деталей.
- Автомобильные генераторы – методика поиска основных
- Амортизация основных производственных фондов
- Амортизация основных средств.
- Амортизация основных фондов предприятия
- Амортизация, ремонт, модернизация основных средств

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
