Литье в оболочковые формы
Способ изготовления оболочек (форм), в которые будет заливаться жидкий металл основан на специфических свойствах твердых смол, которые при нагревании до 100-120 0С расплавляются и обволакивают песчинки огнеупорного материала. При дальнейшем нагревании до 200-250 0С термореактивные смолы необратимо твердеют.
Схема процесса изготовления оболочковой формы, рис. 3.7.
Металлическую модельную плиту 1 вместе с моделью 2 нагревают до температуры 200-250 0С и закрепляют на бункере 3 с формовочной смесью 4, которая состоит из мелкозернистого песка (95%) и термореактивной синтетической смолы.
При повороте бункера на 180 смесь падает на модельную плиту и уплотняется. Время контакта песчано-смоляной смеси с модельной плитой составляет 10-30 с. под действием тепла модельной плиты слой смеси 4, прилегающей к ней, прогревается на глубину 6-20 мм. Смола сначала размягчается, склеивает частицы песка, затем необратимо твердее, образуя на модели полутвердую оболочку 5.
Бункер с остатками формовочной смеси возвращается в исходной положение. Модельная плита с моделью отделяется от бункера.
Оболочку вместе с модельной плитой помещают в печь, с температурой 300-350 0С и выдерживают 1-3 минуты. При этом смола переходит в твердое необратимое состояние. И оболочка приобретает прочность. Твердая оболочка снимается с плиты толкателями. Так же изготавливают и вторую полуформу.
Обе полуформы склеиваются специальным клеем или сжимаются струбцинами. В этом способе литья могут применяться стержни. Форма устанавливается в короба с песком или металлической дробью для предохранения от разрушения, и заливают жидким металлом.
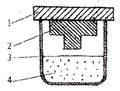
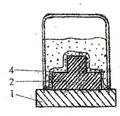
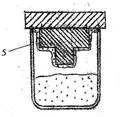


Рис. 3.7. Схема процесса изготовления оболочковой формы.
Особенности литья:
1. очень высокая точность размеров отливки, так как:
● формовочная смесь состоит из мелкозернистого песка, что способствует получению гладкой рабочей поверхности форм
●четкий отпечаток модели дает песчано-смоляная смесь
●оболочка твердеет вместе с моделью и снимается с модели без расталкивания.
В оболочковых формах получают отливки из чугуна, стали и сплавов цветных металлов. Отливки получаются точных размеров и с чистой гладкой поверхностью.
Дата добавления: 2016-11-26; просмотров: 1683;
Поиск по сайту
Узнать еще
- I. Ориентация формы в среде.
- II. Политическое развитие страны: реформы и их последствия
- IV. Первые буржуазные реформы
- TMainMenu - главное меню формы (программы)
- XX съезд КПСС и осуждение культа личности. Экономические реформы конца 50-х – начала 60-х гг. Причины их неудач. Замедление экономического роста.
- Автоматический контроль формы деталей.
- Адаптивные типы рептилий. Питание и ядовитый аппарат. Размножение (яйцекладущие, яйцеживородящие, живородящие формы).
- Административно-территориальные реформы в XVIII веке.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
