Литье в песчаные формы
Около 80% отливок изготавливают методом литья в разовые песчаные формы. Материалом для таких форм служат формовочные смеси на основе кварцевого песка и глины с добавлением воды и связующих материалов. Способ литья в песчаные формы отличается своей универсальностью. Этим способом можно получать отливки от нескольких грамм до сотен тонн. При литье в песчаные формы льют чугуны, стали и сплавы цветных металлов.
Литейную форму (рис. 3.2, г) изготавливают ручной формовкой в двух опоках (металлических рамах) – нижней 3 и верхней 4, в которых уплотняют формовочную смесь 10. Полость формы 1 имеет конфигурацию втулки. Для выполнения отверстия втулки в форме используют стержень 2, изготовленный из стержневой смеси в стержневом ящике 1 (рис. 3.2, в). По размерам стержень длиннее, чем отверстие втулки, т.к. стержень имеет дополнительные части – знаки, при помощи которых он устанавливается и фиксируется в форме. На рис. 3.2, г (см. вид сверху на нижнюю полуформу) левый знак стержня указан стрелкой.
Чтобы заполнить полость формы жидким металлом, в форме выполняется система каналов – литниковая система, (рис. 3.2, г) состоящая из чаши 6, стояка 7, шлакоуловителя 8, питателя 9. Воздух, находящийся в полости формы, вытесняется через каналы 5 – выпоры, которые делают на самых высоких участках полости формы.
Для выполнения в форме рабочей полости, каналов для заливки металла и выхода воздуха применяют специальные приспособления – модели (модель отливки, модели литниковой системы и выпоров). На рис. 3.2, б показана модель отливки втулки. При ручной формовке обычно используют деревянные модели, которые для удобства формовки делают разъемными, состоящими из двух частей - верхней и нижней. Половины модели соединяют между собой шипами (на рисунке нижняя часть модели показана в разрезе). По конфигурации модель соответствует наружной конфигурации отливки и знаковым частям стержня.
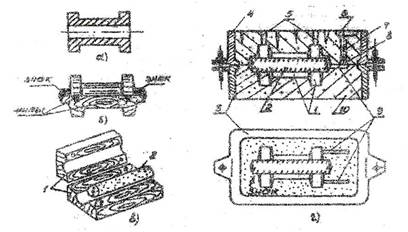
| Рис. 3.2. Литейная форма для отливки втулки: а) деталь; б) модель; в) стержневой ящик – 1 и стержень – 2; г) собранная литейная форма (вертикальный разрез и вид сверху на нижнюю полуформу): 1 – полость формы; 2 – стержень; 3 – опока нижняя; 4 – опока верхняя; 5 – выпоры; 6 – литейная чаша; 7 – стояк; 8 – шлакоулавитель; 9 – питатель; 10 – формовочная смесь уплотненная. | Рис. 3.3. Отливка с литниковой системой. |
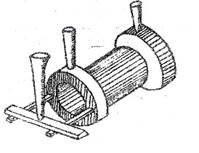
Собранную форму (рис.3.2,г.) заливают металлом. После затвердевания металла форму разрушают, извлекают отливку, стержень из отливки удаляют. Готовая отливка с литниковой системой показана на рис. 3.3. Затем отливку обрубают-удаляют литниковую систему и выпоры, очищают от пригоревшей формовочной смеси, подвергают термической обработке (если это предусмотрено) и передают на механическую обработку. Для облегчения извлечения модели из формы на вертикальных стенках предусматриваются формовочные уклоны. Острые углы сопряженных поверхностей делают скругленными.
Формовочные материалы и смеси. Для изготовления форм и стержней в литейном производстве используются формовочные и стержневые смеси. В качестве исходных материалов используют формовочные кварцевые пески и литейные формовочные глины. Исходные материалы делятся на основные и вспомогательные. К основным материалам относятся кварцевый песок и глина, а к вспомогательным материалам относятся связующие и добавки. Глины обладают связующей способностью и термохимической устойчивостью, что позволяет получать отливки без пригара. Добавляются и различные противопригарные добавки. Эти смеси должны обладать определенными свойствами:
Прочность – способность смеси не разрушаться под действием внешних усилий. Формы и стержни не должны разрушаться под собственным весом, выдерживать давление жидкого металла.
Пластичность – способность смеси давать четкий отпечаток модели при изготовлении форм и стержней.
Податливость – способность смеси реагировать на усадку отливки; части формы и стержни должны сокращаться под действием сжимающих усилий со стороны отливки.
Газопроницаемость – способность смеси пропускать газы через толщину формы и стержня.
Огнеупорность, или непригораемость – способность смеси не оплавляться при соприкосновении с жидким металлами не вступать с ним в химическое взаимодействие.
Выбиваемость – способность смесей легко разрушаться при выбивке отливки.
Долговечность – способность смесей сохранять свойства после многократного их использования.
Изготовление литейной формы. Ручную формовку применяют для получения одной или нескольких отливок в условиях опытного производства, а также при изготовлении крупных отливок (массой до 200 т.).
Рассмотрим операции ручной формовки в парных опаках по разъемной модели (рис. 3.4.).
На подмодельный щит 1 устанавливают нижнюю часть модели 2, модель питателя 4 и нижнюю опоку 5 (ушками с отверстиями под штыри вниз). Поверхность модели припыливают мелким песком. Затем через сито 3 просеивают смесь (облицовочную) небольшим слоем и засыпают остальную смесь (наполнительную), постепенно уплотняя ее трамбовкой 6 (рис. 3.4. б).
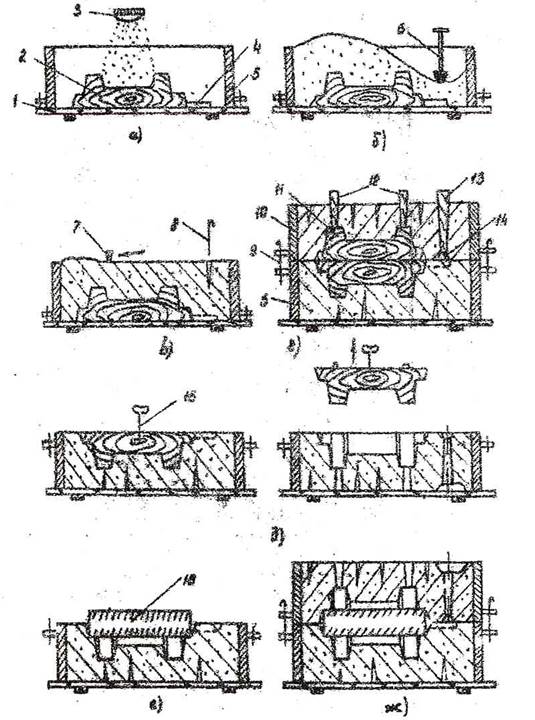
Рис. 3.4. Последовательность изготовления форм ручной формовкой в парных опоках.
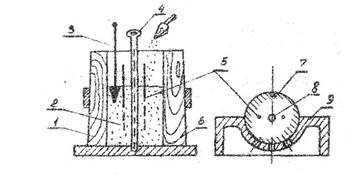
рис. 3.5. Изготовление стержня.
Излишек формовочной смеси после уплотнения срезают линейкой (счищалкой) 7, рис. 3.4. в, и делают вентиляционные каналы, прокалывая форму иглой 8 (душником). Затем нижнюю опоку поворачивают на 180 ºС и по контрольным штырям 9 устанавливают на нее верхнюю опоку 10, (рис. 3.4.г). На нижнюю половину модели ставят по шипам ее верхнюю половину 11 и размещают модели шлакоуловителя 14, стояка 13 и выпоров 12. Модель припаливают, плоскость разъема посыпают сухим песком, и процесс формовки повторяют.
После окончания формовки излишек смеси срезают, делают вентиляционные наколы и извлекают модели стояка и выпоров. Верхнюю полуформу снимают, поднимая ее вверх по штырям, и ставят на щиток плоскостью разъема вверх (рис. 3.4.д). Поверхность формы по контуру модели смачивают водой при помощи кисточки. Затем в половины модели вбивают или ввинчивают подъем 15, модели слегка расшатывают легкими ударами деревянного молотка по подъему и осторожно извлекают.
После извлечения моделей поверхности полуформ отделывают: поврежденные места исправляют специальными инструментами – гладилками, ланцетами, ложечками.
Затем форму собирают: полуформы обдувают сжатым воздухом, в нижнюю полуформу ставят стержень 16 (рис.3.4.е) на плоскость разъема формы (по ее периметру) кладут шнур асбеста или тонкой слой глины, чтобы исключить прорыв металла из формы. Нижнюю полуформу осторожно по контрольным штырям накрывают верхней. Опоки скрепляют или ставят на форму груз, и форма готова к заливке (рис. 3.4.ж).
При изготовлении стержня вручную рис. 3.5 уплотнение стержневой смеси 2 в стержневом ящике, состоящем из двух половин – 1 и 6, проводится с помощью трамбовки 3.
Для увеличения прочности стержня в него устанавливают металлические каркасы 5. Вентиляционные 1 канал 8, служащий для вывода газов, делают при помощи иглы 4. После изготовления стержень 7 сушат в печи, поэтому его устанавливают на плоскую или фасонную металлическую плиту 9.
Машинную формовку применяют для получения отливок в массовом и серийном производствах. При формовке на машинах формы изготовляют в парных опоках с использованием односторонних или двухсторонних металлических модельных плит. Машинная формовка механизирует установку опок на машину, засыпку формовочной смеси в опоку, уплотнение смеси, удаление моделей из формы, транспортирование и сборку форм. Машинная формовка обеспечивает высокую геометрическую точность полости формы по сравнению с ручной формовкой, повышает производительность труда, исключает трудоемкие ручные операции. Сокращает цикл изготовления отливок. При машинной формовке формовочную смесь уплотняют прессованием, встряхиванием, пескометом, вакуумной формовкой и др.
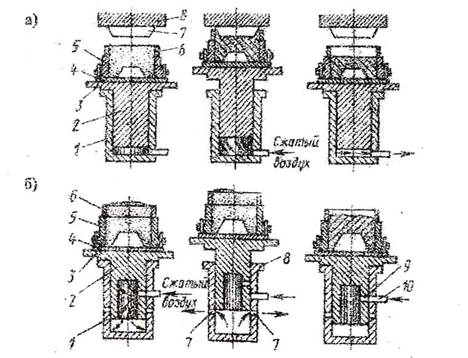
Рис. 3.6. Схема способов уплотнения литейных форм при машинной формовке: а) – прессованием; б) – встряхиванием.
Уплотнение формовочной смечи прессованием (рис. 3.6.а) осуществляют при подаче воздуха под давлением в нижнюю часть цилиндра 1, в результате чего поршень 2, стол 3 с прикрепленной к нему модельной плитой 4 поднимаются. При этом колодка 7, закрепленная на траверсе 8, входит внутрь наполнительной рамки 6 и уплотняет формовочную смесь в опоке 5.
Уплотнение формовочной смеси встряхиванием (рис. 3.6.б) осуществляют при подаче сжатого воздуха в нижнюю часть цилиндра 1, в результате чего встряхивающий поршень 2 поднимается на высоту 25-80 мм. При этом впускное отверстие 10 перекроется боковой поверхностью поршня, а нижняя его кромка откроет выхлопные окна 7. В результате чего воздух выйдет в атмосферу. Давление по поршнем снизится, и стол 3 с укрепленной на нем модельной плитой 4 упадет до нуля, в то время как формовочная смесь в опоке 5 и наполнительной рамке 6, продолжая двигаться вниз по инерции, уплотняется. В момент, когда канал 9 встряхивающего поршня окажется против отверстия 10 цилиндра, сжатый воздух снова войдет в полость цилиндра. Это повлечет за собой новый подъем встряхивающего стола и новый удар его о торец и т.д. стол обычно совершает 120-200 ударов в минуту. В результате повторных ударов происходит уплотнение формовочной смеси в опоке. Для обеспечения высокой и равномерной плотности форм обычно совмещают формовку встряхиванием с допрессовкой.
Специальные методы литья. Необходимость улучшения качества отливок – повышение точности размеров, снижение шероховатости поверхности, уменьшение припусков на механическую обработку, получение деталей, не нуждающихся в механической обработке, - привела к широкому применению специальных методов литья: в металлические формы, под давлением, центробежного, в оболочковые формы, по выплавляемым моделям и др.
Дата добавления: 2016-11-26; просмотров: 2991;
Поиск по сайту
Узнать еще
- I. Ориентация формы в среде.
- II. Политическое развитие страны: реформы и их последствия
- IV. Первые буржуазные реформы
- TMainMenu - главное меню формы (программы)
- XX съезд КПСС и осуждение культа личности. Экономические реформы конца 50-х – начала 60-х гг. Причины их неудач. Замедление экономического роста.
- Автоматический контроль формы деталей.
- Адаптивные типы рептилий. Питание и ядовитый аппарат. Размножение (яйцекладущие, яйцеживородящие, живородящие формы).
- Административно-территориальные реформы в XVIII веке.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
