Назначение постоянных циклов
Постоянными циклами называются специальные макропрограммы, заложенные в УЧПУ для выполнения стандартных операций механической обработки. Практически все станки с ЧПУ имеют набор циклов для обработки отверстий - циклы сверления, растачивания и нарезания резьбы. Эти циклы упрощают процесс написания УП и экономят время, так как позволяют при помощи одного кадра выполнить множество перемещений.
Предположим, что необходимо просверлить несколько отверстий в детали. Чтобы просверлить одно отверстие, необходимо на рабочей подаче опустить сверло на требуемую глубину, затем вывести его вверх на ускоренной подаче и переместить к следующему отверстию.
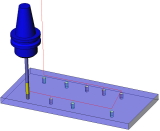
Рис. 6.1. Цикл сверления
Использование постоянного цикла упрощает процесс создания программы для обработки отверстий, делает ее легко читаемой и существенно уменьшает в размере.
Работать с постоянными циклами очень удобно. Например, необходимо изменить глубину сверления и высоту вывода сверла из отверстия. При работе с программой без постоянного цикла придется отредактировать ее практически полностью. Если же вы используется постоянный цикл сверления, то для достижения нужного эффекта достаточно изменить несколько параметров.
Станки с ЧПУ могут иметь разнообразные циклы: от довольно простых – для сверления, растачивания и нарезания резьбы до более сложных – для обработки контуров и карманов. Некоторые циклы стандартизированы и все разработчики систем ЧПУ придерживаются этих стандартов. Однако некоторые циклы на разных станках могут записываться по-разному.
Таблица 6.1 - Постоянные циклы для обработки отверстий
| G-код | Описание |
| G80 | Отмена постоянного цикла |
| G81 | Стандартный цикл сверления |
| G82 | Сверление с выдержкой |
| G83 | Цикл прерывистого сверления |
| G73 | Высокоскоростной цикл прерывистого сверления |
| G84 | Цикл нарезания резьбы |
| G74 | Цикл нарезания левой резьбы |
| G85 | Стандартный цикл растачивания |
Постоянные циклы и их параметры являются модальными. Вызвав цикл при помощи соответствующего G-кода, в следующих кадрах указываются координаты отверстий, которые необходимо обработать. После кадра, содержащего координаты последнего отверстия, необходимо запрограммировать G80 – код отмены (окончания) постоянного цикла. Если этого не сделать, то все последующие координаты перемещений будут считаться координатами обрабатываемых отверстий.
6.2. Стандартный цикл сверления и цикл сверления с выдержкой (G81, G82)
Код G81 предназначен для вызова стандартного цикла сверления:
G81 Х10.0 Y15.3 Z-3.0 R0.5 F50.
X и Y - координаты обрабатываемых отверстий;
Z - конечная глубина сверления;
R - положение плоскости отвода;
F - подача.
Плоскость отвода – это координата по оси Z, с которой начинается сверление на рабочей подаче. Плоскость отвода устанавливается немного выше поверхности детали, поэтому значение при R обычно положительное. Величина R существенно влияет на время обработки.
Цикл сверления с выдержкой вызывается при помощи команды G82 функционирует аналогично стандартному циклу сверления:
Дата добавления: 2021-02-19; просмотров: 978;
Поиск по сайту
Узнать еще
- MATHCAD. Назначение. Основные возможности. Простейшие приемы работы.
- А) Назначение и устройство
- А.1. Назначение и типы сборных элементов и конструкций
- Автоматизированные рабочие места, назначение и их виды
- Автоматизированные рабочие места: назначение, состав, виды обеспечения
- Автоматическая частотная разгрузка в системах электроснабжения. Назначение, принцип действия.
- Агрегаты (назначение, конструкция, принцип работы)
- Агрегаты (назначение, конструкция, принцип работы).

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
