S1000 M03 ; включаем шпиндель на 1000 об/мин, правое вращение
T01 M06 ; устанавливаем первый инструмент в рабочую позицию
G00 X28. Z77. ; быстрый подвод инструмента к т.9
Кадры нумеруем с шагом 10 (чтобы потом в случае необходимости можно было вставить дополнительные кадры). Здесь первые 4 кадра – это комментарии. Они не отрабатываются, а носят информационный характер. С кадра №50 начинается непосредственно программа. Для указания координат в «мм» после значения ставим точку (иначе система ЧПУ воспримет эти значения в дискретах).
Следующий этап – подрезание торца детали. Необходимо снять 2 мм. Разбиваем припуск на 2 прохода (глубина резания – 1мм). Используем многопроходный цикл G24.
G24 X0. Z76.
X0. Z75.
; Обработан торец, положение инструмента X=28мм, Z=77мм
Далее нам предстоит обработать коническую поверхность. Используем многопроходный цикл G20. Поскольку припуск большой, то разбиваем его на несколько проходов (рис. 13). Глубину резания принимаем равной 2 мм, поэтому координаты X точек 12..24 следуют с шагом 2 мм.
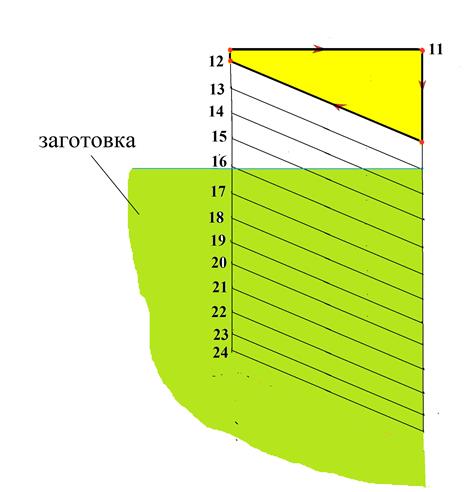
Рис. 4. К расчету координат точек для программирования
многопроходного цикла обработки конуса
Координаты точек приведены в таблице 2. Траектория инструмента при первом проходе выделена жирными линиями. Он программируется следующим образом. Вначале необходимо сделать переход в точку №11 (X=30мм, Z=75мм) на ускоренной подаче, затем включить код G20 с указанием координат точки №12 (X=28мм, Z=55мм) и величины приращения конуса (R=-5мм):
; начало обработки конуса (цикл G20)
G00 X30. Z75. ; в начало цикла обработки конуса
G20 X28. Z55. R-5.
В итоге инструмент опишет траекторию, указанную стрелками на рис. 13.
Таблица 2
Координаты опорных точек при обработке конуса.
| № | X,мм | Z,мм | № | X,мм | Z,мм | |
Последний проход выполнен глубиной 1 мм.
Поскольку код G20 модальный (сохраняет свое действие на последующие кадры программы), то для программирования остальных проходов его можно не указывать. Продолжение текста программы для обработки конуса:
X26. Z55. R-5.
X24. Z55. R-5.
X24. Z55. R-5.
X22. Z55. R-5.
X20. Z55. R-5.
X18. Z55. R-5.
X16. Z55. R-5.
X14. Z55. R-5.
X12. Z55. R-5.
X10. Z55. R-5.
X8. Z55. R-5.
X6. Z55. R-5.
X5. Z55. R-5.
; обработан конус, положение инструмента X=28мм, Z=75 мм
Далее необходимо проточить поверхность диаметром 48 мм. Для этого перейдем на ускоренной подаче в точку с координатами X= мм, Z= мм (за 1 мм до начала резания). Выполнить обработку на рабочей подаче до точки
G00 X48. Z56.
G01 Z13.
Осталось обработать галтель. Для этого перейдем на быстрой подаче в точку X=22 мм Z=55 мм (начало галтели).
G00 X25.
GOO Z55.
G00 X22.
Галтель радиусом 6 мм обработаем в три прохода (рис. 14). На первом проходе обработаем галтель радиусом 2 мм (код G03, точки 25-26), на втором проходе – галтель радиусом 4 мм (код G02, точки 27-28), на третьем проходе – галтель радиусом 6 мм (код G03, точки 4-5). Текст программы приведен группой кадров № 300-340. в Кадре № 350 возвращаем инструмент в исходную позицию (в точку А).
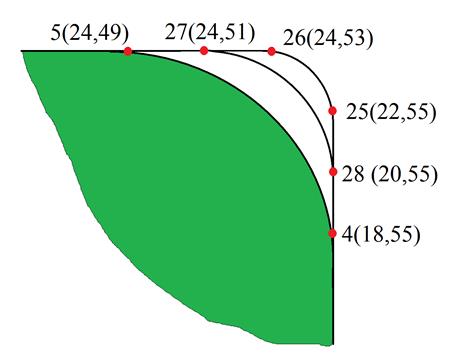
Рис. 5. К обработке галтели
G03 X24. Z53. R2.
G00 Z51.
G02 X20. Z55. R4.
G00 X18.
G03 X24. Z49. R6.
G00 X46. Z97.
Осталось только отрезать деталь. Кадром №360 отрезной резец устанавливается в рабочую позицию. Кадр №370 – быстрый подвод инструмента к месту отрезки. Кадр №380 – отрезка на рабочей подаче. Кадры №390 и №400 – отвод отрезного резца в исходную позицию (в точку А). Кадры №410 и №420 – выключение шпинделя и окончание программы.
; операция отрезная
Дата добавления: 2021-02-19; просмотров: 969;
Поиск по сайту
Узнать еще
- А) Вращение витка в равномерном магнитном поле
- Автоматическое предотвращение нарушений устойчивости
- Алгоритм проектирования шпиндельного узла
- Б) Информация, включаемая в решение о выпуске облигаций
- Возвращение к исходному интегралу
- Возможности медикаментозной профилактики гестоза. Предотвращение тяжелых форм
- Вопрос 82. Превращение веществ при фотосинтезе (темновой процесс)

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
