G99 G81 Х10.0 Y15.3 Z-3.0 R0.5 F50.
Следует учитывать, что если код G98 применить сразу после смены инструмента, то исходная плоскость будет установлена слишком высоко, и время обработки существенно возрастет. При использовании кода G99 инструмент перемещается вверх только после обработки последнего отверстия.
6.3. Относительные координаты в постоянном цикле(G90, G91)
G90 - программирование в абсолютных координатах;
G91 - программирование в относительных координатах.
При необходимости использования относительных координат при работе с постоянным циклом необходимо учитывать следующее:
1) плоскость отвода устанавливается относительно исходной плоскости;
2) глубина сверления по Z устанавливается относительно плоскости отвода.
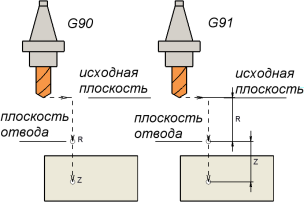
Рис. 6.3. Различие между G90 и G91 в постоянных циклах сверления
6.4. Циклы прерывистого сверления (G83, G73)
Код G83 вызывает цикл прерывистого сверления. Прерывистое сверление часто используется при обработке глубоких отверстий. Если при обычном сверлении инструмент на рабочей подаче перемещается ко дну отверстия непрерывно, то в цикле прерывистого сверления инструмент поднимается вверх через определенные интервалы для удаления стружки. Сверление считается глубоким, если глубина отверстия больше трех диаметров сверла. При этом возникает вероятность, что стружка не успеет выйти из отверстия и инструмент сломается. При обработке отверстий технолог-программист должен решить, какой именно цикл ему необходим в каждом конкретном случае.
Необходимо, также, учитывать, что режущая кромка сверла заточена под определенным углом. Так как в программе указываются координаты Z для кромки сверла, то инструменту при сверлении сквозных отверстий необходимо задать небольшой перебег величиной примерно 1 мм для прямой части сверла:
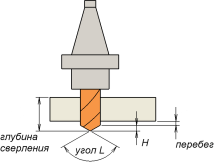
Рис. 6.4. На чертежах длину отверстия указывают по прямой части.
Формат кадра для цикла прерывистого сверления:
Дата добавления: 2021-02-19; просмотров: 835;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
