Порядок разработки управляющей программы
Задача: разработать управляющую программу для обработки детали
на токарном станке с ЧПУ.
Шаг 1. Эскиз детали.
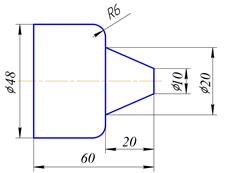
Рис. 10. Эскиз детали
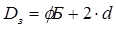
Шаг 2. Размеры заготовки и размещение инструмента.
Сформировать размеры заготовки (длину Lз и диаметр Dз).
1) Длина заготовки.
 , мм , (1)
, мм , (1)
где Lmax – максимальный размер детали вдоль оси вращения (60 мм); L1– запас по длине заготовки для ее крепления в патроне и для отрезки детали (можно принять L1 = 20мм); L2– припуск на обработку торцовой части детали (L2= 2 мм).
2) Диаметр заготовки.
 , мм , (2)
, мм , (2)
где  - наибольший диаметр детали (48 мм), d = 2мм – припуск на сторону.
- наибольший диаметр детали (48 мм), d = 2мм – припуск на сторону.
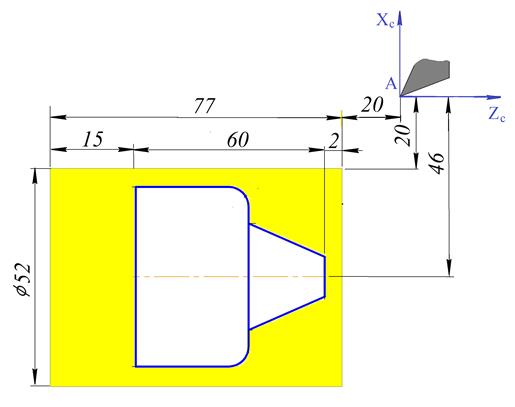
Рис. 11. Заготовка и нулевая точка инструмента
=> размеры заготовки: 52х77 мм.
3) Выбор расположения вершины инструмента (точка А).
Это исходное положение суппорта, при котором осуществляется смена инструмента. Разместим его в 20-ти мм от угла заготовки. Если суппорт находится за осью шпинделя, то его удобно разместить так, как показано на рис. 11. Точку вершины инструмента определим как «0-станка». Ее координаты в системе координат станка: Xc=0, Zc=0.
Шаг 3. Расчет координат основных опорных точек
Для написания управляющей программы необходимо рассчитать координаты опорных (узловых) точек. Они рассчитываются в системе координат детали. Мы вправе расположить ее где угодно, лишь бы нам было удобно использовать ее для определения координат движения инструмента. Ее начало удобно расположить на оси вращения заготовки и в плоскости патрона так, как показано на рис. 12.
Рис.12. К расчету координат основных опорных точек
в системе координат детали
Таким образом, система координат детали смещена относительно системы координат станка (см. рис. 11):
по си X – на -46 мм;
по оси Z – на -97 мм.
Значения основных опорных (узловых) точек приведены в таблице 1.
Таблица 1
Координаты основных опорных точек в системе координат детали
| № | X,мм | Z,мм | Примечание |
| А | Исходное положение вершины инструмента | ||
| Начало галтели | |||
| Конец галтели | |||
| Точка подхода к заготовке на ускоренной подаче | |||
| Точка подхода отрезного резца к детали на ускореннйе подаче с учетом его ширины (ширина лезвия = 2 мм) |
Теперь можно начать составлять управляющую программу.
Токарная
20 ;Заготовка D=52мм, L=77мм
30 ;"0" станка x=46мм, z=97мм
40 ;"0" детали x= -46; z= -97
Дата добавления: 2021-02-19; просмотров: 848;
Поиск по сайту
Узнать еще
- I. Темы рефератов, соответствующие актуальным проблемам в содержании основных разделов программы курса
- I. Темы рефератов, соответствующие актуальным проблемам в содержании основных разделов программы курса «Философия и методология науки»
- II. Види виробничої документації та порядок її ведення
- II. Порядок разработки, утверждения, внесения изменений в Инструкцию по делопроизводству
- III. Порядок присвоения спортивных званий
- IV этап – Запуск программы
- IV. Движение поездов при неисправности электрожезловой системы и порядок регулировки количества жезлов в жезловых аппаратах
- IV. Порядок выполнения работы

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
