ТЕМА 2. Основные свойства конструкционных материалов
Понятия машиностроительного производства
Современное машиностроение является одной из ведущих отраслей промышленности, включая в себя тяжелое машиностроение, авиастроение, ракетостроение, судостроение и др. Главный потребляемый материал – сталь, сочетающий ценные механические свойства с комплексом технологических свойств, что обеспечивает возможность получения надежных разнообразных по форме и размерам деталей простыми и экономичными способами.
Полученная в металлургическом производстве заготовка обрабатывается на машиностроительных предприятиях до готовых деталей, с заданными технологическими свойствами применяя при этом основные производства:
- литейное производство;
- обработка металлов давлением;
- обработка металлов резанием;
- сварочное производство и пайка;
- порошковая металлургия.
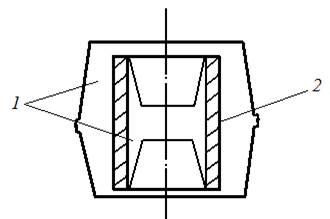 |
Заготовка – это полуфабрикат, форма и размеры, которой максимально приближены к детали.
Рис. 1.1. Заготовка – деталь:
1 – припуски на обработку; 2 – втулка (деталь).
Деталь- это продукт (элемент изделия машины), пригодный для эксплуатации.
Для обеспечения взаимозаменяемости – свойства конструкции обеспечивать оптимальные эксплуатационные и производственные показатели, детали изготавливаются в соответствии с единой системой допусков и посадок (ЕСДП) и шероховатостью поверхности.
Чем меньше величина допуска, тем точнее деталь и тем дороже ее изготовление.
Шероховатость поверхности – это совокупность неровностей с относительно малыми шагами, образующий рельеф поверхности детали и рассматриваемых в пределах базовой длины.
Самый высокий класс шероховатости поверхности имеют детали с зеркальной поверхностью RZ 0,1 (0,1 мкм). Самый низкий класс шероховатости поверхности детали – неровность, которой видна невооруженным глазом RZ320 (320 мкм).
Сравнительный анализ способов получения заготовок и деталей в машиностроении
Таблица 1
| № | Характеристика | Способы получения | ||||
| Литейное пр-во | ОМД | Обработка резанием | Сварочное пр-во | Порошк. металлургия | ||
| Соотношение между заготов-ками и деталями в % | 95/5 | 75/25 | 0/100 | 50/50 | 5/95 | |
| Применяется для материалов с: | хорошими литейными свойствами | хорошей деформи-руемостью | для любых мате-риалов | хорошей свари-ваемо-стью (паяемо-стью) | хорошей прессуемо-стью, спе-каемостью | |
| Расход металла (на заготовку, деталь) | макси-мальный | макси-мальный, минимальный | макси-мальный | мини-мальный | мини-мальный | |
| Стоимость заго-товки (детали) | мини-мальная | средняя минимальная | макси-мальная | средняя мини-мальная | средняя | |
| Производитель-ность | средняя | максимальная | мини-мальная | макси-мальная | средняя | |
| Автоматизация | исп. авто-матичес-кие линии, роторно-конвейер-ные линии | исп. авто-матичес-кие линии, робо-ты, манипуля-торы, гибкие модули | исп. ЧПУ гибкие модули, обрабаты-вающие центры, автоматы и полуав-томаты | исп. ав-томаты и полуав-томаты, роботы, гибкие модули | исп. полуав-томаты, роботы |
Анализ приведенных данных в таблице 1 показывает, что самым непроизводительным, дорогим и металлоемким процессом является обработка металлов резанием. Самые металлоэкономные процессы – это обработка металлов давлением и порошковая металлургия.
ТЕМА 2. Основные свойства конструкционных материалов
Дата добавления: 2016-10-26; просмотров: 1159;
Поиск по сайту
Узнать еще
- Arthropoda. Клещи. Систематика. Морфология. Медицинское значение.
- Arthropoda. Паукообразные. Систематика. Географическое распространение. Морфология. Скорпионы. Пауки. Медицинское значение.
- Arthropoda..Систематика.Насекомые.Морфология.Классификация.Медицинское значение.
- Arthropoda.Систематика.Блохи.Виды блох.Географическое распространение.Морфология,развитие,патогенное действие.Медицинское и эпидемиологическое значение.Меры борьбы.
- Arthropoda.Систематика.Мошки,мокрецы,слепни,оводы.Географическое распространение.Морфология,развитие,патогенное действие.Медицинское значение,меры борьбы.
- Arthropoda.Систематика.Тараканы и мухи.Географическое распространение.Основные представители.Морфология,развитие,патогенное действие.Медицинское знаение.Меры борьбы.
- Cимпатическая нервная система. Центральный и периферический отдел симпатической нервной системы.
- Cущность организации и ее основные признаки

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
