Обозначение метрических резьб на чертежах
Все резьбы общего назначения соединяются по боковым поверхностям. В зависимости от характера сопряжения по боковым сторонам профиля (по среднему диаметру) резьбовые посадки бывают с зазором, натягом и переходные. ГОСТ 1609-76 устанавливает систему допусков для резьбовых посадок с зазором. Предусмотрено пять основных отклонений для наружной резьбы (болт - d, e, f, g, h) и четыре для внутренней резьбы (гайка - E,F,G,H). Стандартом установлены следующие степени точности резьб. Для наружной резьбы - для наружного диаметра d: 4, 6, 8 и для среднего d2: 3…9. Для внутренней резьбы - для внутреннего диаметра D1: 4…8; для среднего D2: 4…8.
Стандартом установлены три длины свинчивания: короткая S; нормальная – N; длинная –L.
Пример обозначения наружной метрической резьбы с крупным шагом (не указывается) на чертеже: М12-6g,
где 12- наружный диаметр резьбы (он же является номинальным), 6g – класс точности и поле допуска для среднего и наружного диаметра (при условии их совпадения).
М12×1-7g6g.Резьба метрическая с мелким шагом Р=1мм, наружным диаметром 12 мм, 7g- степень точности и поле допускадля среднего, а 6g- соответственно для наружного диаметра резьбы.
Пример обозначения внутренней метрической резьбы:
М12×1-LH-5H6H - резьба метрическая с мелким шагом Р=1мм, наружным диаметром 12 мм, LH –левая, 5H - степень точности и поле допускадля среднего, а 6H - соответственно для внутреннего диаметра резьбы.
М12-6H-30- резьба метрическая с крупным шагом, наружным диаметром 12 мм, 6H - степень точности и поле допускадля среднего и внутреннего диаметра резьбы, 30-длина свинчивания (мм). Длина свинчивания указывается, если она относится к группе L или относится к группе S , но меньше, чем вся длина резьбы.
Пример обозначения резьбовой посадки:М12-6H/6g.Посадка-это характер соединения двух деталей. В рассматриваемом случае: гайка-болт.
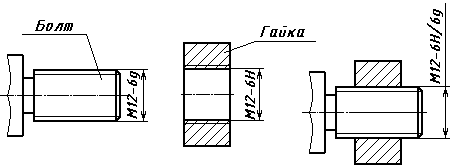
Рисунок – Обозначение метрической резьбы на чертежах
Контроль резьбы
2 метода контроля
1. Комплексный
2. Поэлементный (дифференцированный).
Комплексныйосуществляется резьбовыми калибрами. Внутренняя резьба контролируется резьбовыми пробками, а наружная – кольцами.
Для каждой резьбы изготавливают 2 калибра ПР и НЕ. Проходной должен свинчиваться с проверяемой резьбой на всей её длине. Непроходной – не свинчивается.
(Допускается свинчивание до 1/1,5 витков вначале резьбы).
Точные резьбы (метчиков, резьбонакатных головок, резьбовых калибров и др.) проверяют поэлементно, т.е. контролируется шаг, половина угла профиля, средний диаметр. Для этого используются приборы: микроскоп инструментальный, микрометры и специальные проволочки.
Дата добавления: 2016-09-26; просмотров: 9039;
Поиск по сайту
Узнать еще
- HАHЕСЕHИЕ PАЗМЕРОВ HА ЧЕРТЕЖАХ ЛИТЫХ ДЕТАЛЕЙ
- HАЗHАЧЕHИЕ РЕЗЬБ И СТАHДАРТЫ
- Асинхронный двигатель. Устройство и условное обозначение на схемах.
- Аэрозолем называется микрогетерогенная система, в которой частички твердого вещества или капельки жидкости взвешены в газе. Условное обозначение аэрозолей: Т/Г или Ж/Г.
- Буквенно-цифровое обозначение трубопровода
- Взаимное пересечение геометрических фигур.
- Взаимозаменяемость по волнистости и шероховатости поверхностей деталей. Обозначения на чертежах. Методы и средства контроля.
- Взаимозаменяемость по форме поверхностей деталей. Обозначения на чертежах.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
