З’єднання деталей. Нероз’ємні з’єднання
Як було відмічено раніше, до нероз’ємних відносяться такі з’єднання, які неможливо роз’єднати без пошкодження з’єднувальних деталей. Розглянемо такі види з’єднань, як з’єднання зварюванням, пайкою, склеюванням.
Зварні з’єднання
Зварними з’єднаннями називають сукупність деталей, які з’єднані між собою за допомогою зварювання. Зварним швом називають затверділий після розплавлення метал, який з’єднує зварювані деталі.
Найбільш поширеним видом зварювання являється дугове електрозварювання, яке здійснюється електричною дугою, виникаючою між електродом і зварюваними деталями.
Газове зварювання проводиться полум’ям гарячого газу, який спалюється в потоці кисню.
При контактному зварюванні нагрів здійснюється теплом, яке виділяється при протіканні електричного струму великої сили через зварювані деталі у місці контакту між ними. Контактне зварювання ділиться на стикове, точкове і роликове.
По виду зварного з’єднання (по взаємному розміщенню зварних деталей) розрізняють наступні з’єднань: стикові – С, кутові –У, таврові – Т, нахлесні –Н.
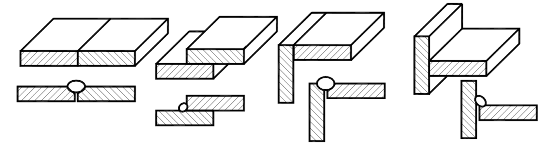
а) б) в) г)
Рисунок 2.5.1
Стикові з’єднання (рис. 2.5.1, а) – це з’єднання двох елементів, розміщених в одній площині або на одній поверхні.
Нахлесточні з’єднання (рис. 2.5.1, б) – це з’єднання в яких елементи що зварюються між собою розміщені паралельно і перекривають один одного.
Кутові з’єднання (рис. 2.5.1, в) – це з’єднання двох елементів, розміщених під прямим кутом і зварених в місці дотикання їх країв.
Таврові з’єднання (рис. 2.5.1, г) – це з’єднання, в яких до бокової поверхні одного елемента дотикається під кутом і приварений інший елемент.
Частина зварного з’єднання, утвореного в місці з’єднання в результаті зварювання і яка має структурну, відмінну від структури основного металу виробу, називається зварним швом.
Зварні шви поділяються на типи по наступним ознакам: по тривалості, по зовнішній формі, по формі підготовки кромок, по характеру виконання шва.
По тривалості зварні шви можуть бути безперервними і переривчастими.
Безперервний – зварний шов без проміжків по довжині (рис. 2.5.2, а).
Переривчастий – це зварний шов з проміжками по довжині (рис. 2.5.2, б). Переривчасті шви можуть бути ланцюговими та шахматними.
Ланцюговий шов – це одно- (рис. 2.5.2, в) або двосторонній переривчастий шов таврового з’єднання в якого проміжки розміщені по обидва боки стінки один проти одного (не зображений).
Шахматний шов – двохсторонній переривчастий шов таврового з’єднання, в якого проміжки на одній стороні стінки розміщенні навпроти зварених ділянок другої її сторони. (рис 2.5.2, г).
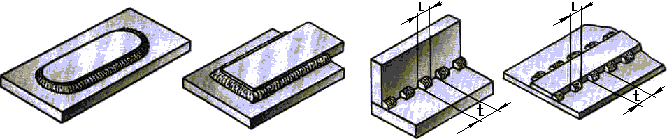
а) б) в) г)
Рисунок 2.5.2
По зовнішній формі зварні шви розділяють на підсиленні і ослаблені. Підсилення стикового шва характеризується підвищенням частини металу над поверхнею зварюваних деталей (g – висота підсилення) (рис. 2.5.3).
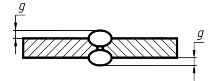
Рисунок 2.5.3
Ослаблення кутового шва характеризується відстанню m- між площиною, яка проходить через видимі лінії сплавлення шва з основним металом і поверхнею зварного шва, заміряного в місці найбільшої вгнутості кутового шва (див. рис. 2.5.4, а).
Для деяких швів кутових, таврових, а також нахлесних з’єднань характерний розмір катета К (див. рис. 2.5.4, б,в).
Катет кутового шва – це найкоротша відстань від поверхні однієї із зварюваних частин до межі кутового шва та поверхні іншої зварюваної частини.
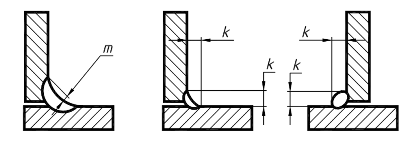
а) б) в)
Рисунок 2.5.4
Форма підготовки кромок залежить від товщини зварюваних деталей, положення шва в просторі і інших даних. Кут розробки кромок – це кут a між скошеними кромками зварюваних частин (рис. 2.5.5).
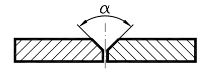
Рисунок 2.5.5
Характер виконання шва залежить від товщини зварюваних деталей і технічних умов зварювання. Шви бувають односторонніми (односторонній провар, рис. 2.5.6, а) і двохсторонніми(провар з двох сторін, рис. 2.5.6, б).

а) б)
Рисунок 2.5.6
В швах зварних з’єднань розрізняють лицьову і зворотну сторони шва. За лицьову сторону зварного шва приймають ту, з якої виконують зварювання. (рис. 2.5.7).
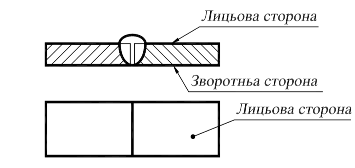
Рисунок 2.5.7
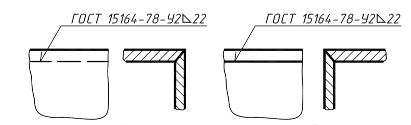
Відповідно до ГОСТ 2.312-72 шви зварних з’єднань незалежно від способу зварювання умовно зображують: видимий – суцільною основною лінією товщиною S (рис. 2.5.8, а), невидимий – штриховою лінією товщиною s/2 (рис. 2.5.8, б).
Видимі одиночні зварні точки незалежно від способу їх зварювання умовно зображують знаком «+», який виконують суцільними основними лініями (рис. 2.5.9). Невидимі одиночні точки не показують.
а) б)
Рисунок 2.5.8
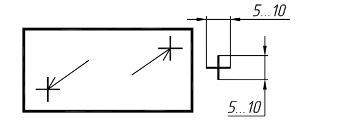
Рисунок 2.5.9
Для вказування місця розташування шва зварного з’єднання використовують лінію – виноску з односторонньою стрілкою, яку викреслюють суцільною тонкою лінією товщиною s/3…s/2. Нахил лінії – виноски до лінії шва рекомендується виконувати під кутом 30-600. До лінії – виноски приєднують горизонтальну точку такої ж товщини, на якій дають повну характеристику зварки.
На рис. 2.5.9 представлений приклад шва таврового з’єднання – Т1 без скосу кромок, двохсторонній, виконаний автоматичною зваркою під флюсом по замкнутій лінії катет шва 5 мм.
На рис. 2.5.10 представлений приклад переривчастого нахлесного – Н6 шва, виконаний контактною повною зваркою. Ширина шва 6 мм, довжина провареного проміжку 50 мм, крок 100 мм.
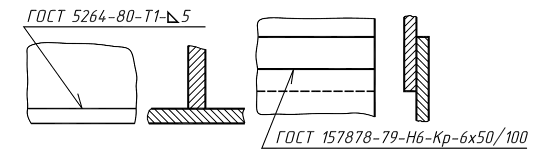
Рисунок 2.5.9 Рисунок 2.5.10
Дата добавления: 2016-09-06; просмотров: 3805;
Поиск по сайту
Узнать еще
- Автоматический контроль формы деталей.
- Балансировка деталей.
- Бесшкальные контрольные инструменты. Калибры, их назначение и использование для контроля гладких цилиндрических деталей.
- Валом и отверстием называют соединяемые поверхности деталей, причём вал – это наружная поверхность, а отверстие – внутренняя поверхность деталей.
- Взаимозаменяемость по волнистости и шероховатости поверхностей деталей. Обозначения на чертежах. Методы и средства контроля.
- Взаимозаменяемость по форме поверхностей деталей. Обозначения на чертежах.
- Дефектация деталей.
- Звільнення України від німецько-фашистських загарбників. Воз’єднання українських земель

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
