Безразмерные параметры формоизменения в очаге деформации и связь между ними
В расчетах процессов прокатки широко используют безразмерные параметры формоизменения полосы: коэффициенты деформации и относительные деформации.
3.3.1 Коэффициенты деформации – это отношения размеров полосы на выходе из очага деформации и на входе в него (рис. 3.1):
– коэффициент вытяжки 
– коэффициент уширения  (3.6)
(3.6)
– коэффициент обжатия 
Поскольку  (где t время прокатки одной полосы), коэффициент вытяжки при непрерывной прокатке может быть выражен через скорости полосы:
(где t время прокатки одной полосы), коэффициент вытяжки при непрерывной прокатке может быть выражен через скорости полосы:
 . (3.7)
. (3.7)
Согласно закону постоянства объема полосы,
 , (3.8)
, (3.8)
где  – объем полосы на входе в валки;
– объем полосы на входе в валки;
 – объем полосы на выходе из валков.
– объем полосы на выходе из валков.
Следовательно:
 . (3.9)
. (3.9)
Выражение (3.9) справедливо, если коэффициент вытяжки выражен через скорости полосы, согласно (3.7). В этом случае постоянным является секундный объем полосы:
 (3.10)
(3.10)
При отсутствии уширения (Db = 0; b1 = bo , β=1), когда прокатывают тонкую широкую полосу, из равенства (3.9) получим:  (3.11)
(3.11)
Условия (3.9), (3.11), как и закон постоянства секундного объема (3.10), справедливы не только для одной рабочей клети, но и в целом для n-клетевого непрерывного стана. Для каждой клети с номером i (1£ i £ n ) можно записать:
 (3.9 а)
(3.9 а)
при  (3.10 а)
(3.10 а)
В целом для n-клетевого стана:
 ; (3.12)
; (3.12)
при  :
:  ; (3.13)
; (3.13)
где  – суммарные коэффициенты (3.14)
– суммарные коэффициенты (3.14)
обжатия, уширения и вытяжки;
ho , bo , υo – толщина, ширина и скорость полосы перед станом;
hn , bn , υn – толщина, ширина и скорость готовой полосы на выходе из последней (n-ой) клети.
Соотношения между коэффициентами деформации (3.6)…(3.13) используются в прокатном производстве для расчета технологических параметров процесса прокатки.
Ниже приведен пример их использования.
Условия, задачи, исходные данные:
Рулон широкой горячекатаной полосы (b=1000мм, ho= 4мм, Lo= 300м)использован в качестве подката для 4-клетевого непрерывного стана холодной прокатки, где его необходимо прокатать на толщину h4 =1мм со скоростью в последней клети υ4 =15м/с.
Режим обжатий: h1 =3мм, h2 =2,2мм, h3 =1,5мм.
Требуется определить:
1. Скорости прокатки полосы в остальных клетях (υ1, υ2, υ3), что необходимо для настройки их приводных двигателей.
2. Длину холоднокатаного рулона (L4), что необходимо для планирования производства (определения количества рулонов, исходя из требуемого объема заказа).
Решение
1. Так как при холодной прокатке широкой полосы очаги деформации во всех рабочих клетях относятся к 4му типу (низкие), в которых уширение полосы отсутствует (Dbi =0; βi =1), для расчета используем соотношения (3.10 а) и (3.13).
2. Из (3.10 а) и (3.13) имеем:
 (3.14)
(3.14)
3. Определим все коэффициенты обжатия:
4. Определим все коэффициенты вытяжки по формуле (3.10 а):

5. Используя формулу (3.7), определим скорости прокатки в 3й, 2й и 1й клетях и перед 1й клетью
6. Используя формулу (3.14), определяем длину полосы после 4й клети стана холодной прокатки.
 .
.
Следовательно  ,
,
откуда  .
.
Результаты решения задачи
1. Приводы рабочих клетей 4-клетевого стана необходимо настроить на скорости прокатки, указанные в таблице:
| Номер клети | ||||
| Скорость прокатки, м/с | 5,0 | 6,85 | 10,07 | 15,0 |
2. Длина готового холоднокатаного рулона составит 1200 м.
3.3.2 Относительные деформации – это показатели, которые определяют, какую долю составляет абсолютная величина деформации (Dh, DL, Db) от первоначального размера полосы ( h0, L0, b0):
– относительное обжатие eh;
– относительная вытяжка eL;
– относительное уширение eb.
Важнейшим из них является относительное обжатие eh , оно входит в число основных параметров технологического режима прокатки любого прокатного стана; допустимые диапазоны eh указывают в технологических инструкциях и операционных картах.
При небольших относительных деформациях (до 0,15–0,20) их определяют по приближенным формулам, которые для i-й клети n-клетевого стана имеют вид:
 (3.15)
(3.15)
На практике распространено также выражение относительных деформаций, особенно  , в процентах:
, в процентах:
 . (3.15 а)
. (3.15 а)
Если обжатие больше 15–20%, рекомендуется применять точные формулы относительных деформаций. Вывод точной формулы продемонстрируем на примере eh, используя расчетную схему очага деформации, показанную на рис. 3.3.
Относительное обжатие в выделенном элементе длиной dx, расположенном на расстоянии х от начала координат, составляет:
 .
.
Тогда относительное обжатие в очаге деформации в целом будет равно:
 (3.16)
(3.16)
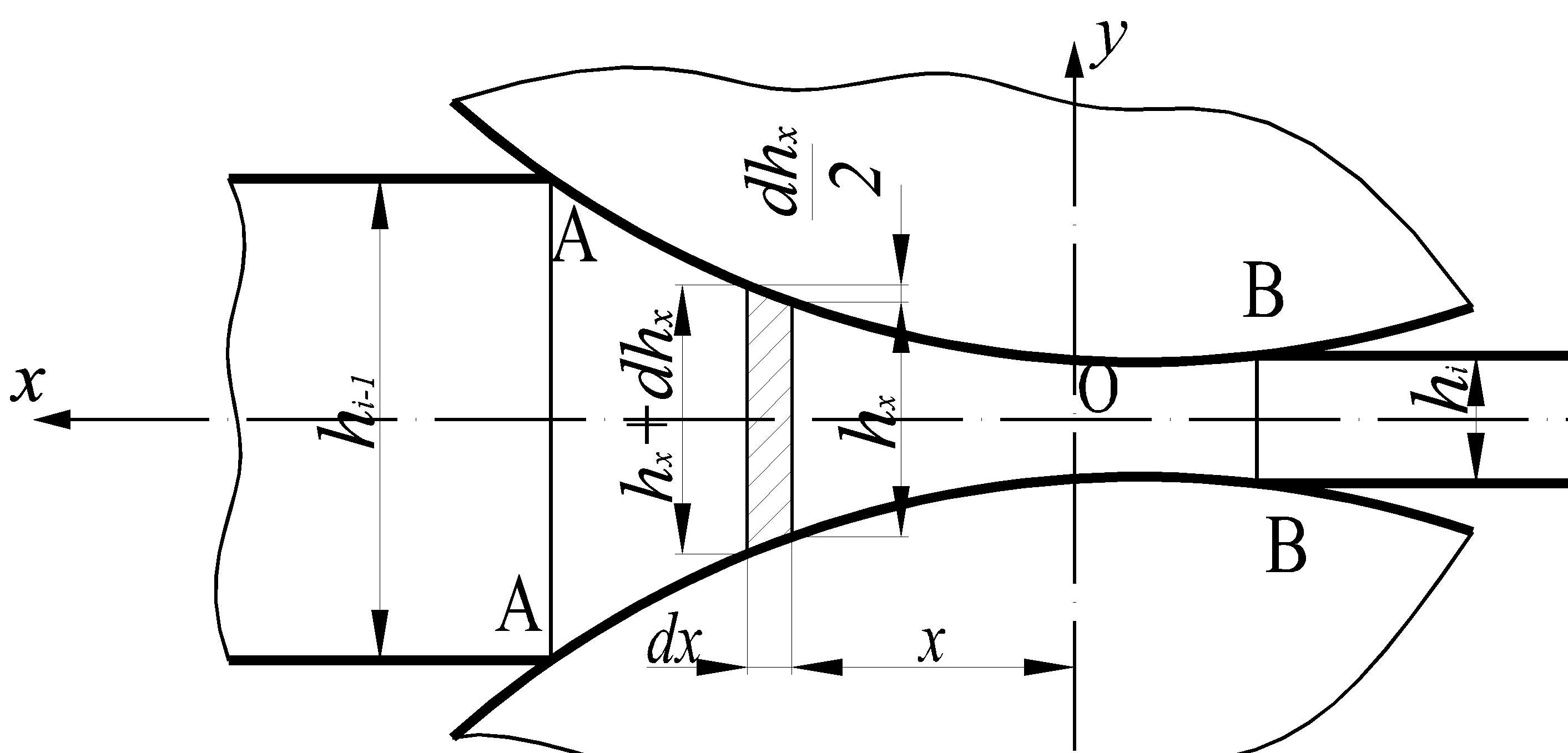
Рис. 3.3 Расчетная схема для вывода формулы относительного обжатия
Величину ex , вычисленную по формуле (3.16), называют истинной, или логарифмической деформацией.
Аналогично выводятся формулы логарифмических деформаций вытяжки и уширения:
 , (3.17)
, (3.17)
 . (3.18)
. (3.18)
При деформациях, меньших 0,15…0,20, величины  ,
,  ,
,  , подсчитанные по приближенным формулам (3.15) и точным выражениям (3.16), (3.17), (3.18), дают близкие результаты. Чем больше относительная деформация, тем большее расхождение результатов расчета по приближенным и точным формулам.
, подсчитанные по приближенным формулам (3.15) и точным выражениям (3.16), (3.17), (3.18), дают близкие результаты. Чем больше относительная деформация, тем большее расхождение результатов расчета по приближенным и точным формулам.
Преимущество логарифмических деформаций состоит в том, что они обладают свойствами аддитивности (суммирования): для подсчета суммарного относительного обжатия полосы на n-клетевом стане достаточно просто сложить частные относительные обжатия во всех клетях:
 . (3.19)
. (3.19)
Дата добавления: 2019-02-08; просмотров: 1626;
Поиск по сайту
Узнать еще
- E) Расчет структурных составляющих очага деформации с одним нейтральным сечением
- I. Понятие о принципах обучения, их взаимосвязь.
- III. Взаимосвязь потребления, сбережений и инвестиций. Парадокс бережливости.
- III. Единство и взаимосвязь процессов воспитания и обучения.
- V. Взаимосвязь инфляции и безработицы.
- А плотность распределения вероятности промежутков времени между заявками
- А) Распределение контактных напряжений по длине очага деформации
- Авиационная электросвязь

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
