Геометрический очаг деформации, его элементы и основные параметры
Упрощенная схема очага деформации показана на рис. 3.1, там же указаны основные параметры, используемые для характеристики этого очага [1].
Прокатываемый металл, независимо от его вида (листовой, сортовой, фасонный и т.д.), в теории прокатки принято называть полосой. Полосу на входе в валки (поз. 1 на рис. 3.1) называют подкат или заготовка. Полосу на выходе из валков (поз. 2) называют раскат или готовый прокат. Рабочую часть валка, контактирующую с полосой, называют бочкой (поз. 3). Согласно общепринятой терминологии АА – плоскость входа полосы в валки, ВВ – плоскость выхода полосы из валков, АВ – дуга захвата.
Пространство, ограниченное сверху и снизу дугами захвата АВ, сзади и спереди – плоскостями АА и ВВ, слева и справа – боковыми гранями полосы, называется геометрическим очагом деформации.
Его основными параметрами являются (на примере прокатки полосы с прямоугольным поперечным сечением, рис. 3.1):
– толщины полосы: на входе h0 на выходе h1 и их разность, называемая абсолютным обжатием:
 ; (3.1)
; (3.1)
– длина очага деформации l (проекция дуги захвата АВ на ось х, называемую осью прокатки);
– угол захвата полосы a (центральный угол АО1B, соответствующий дуге захвата АВ);
– длины полосы: на входе L0, на выходе L1 и их разность, называемая абсолютной вытяжкой:
 ; (3.2)
; (3.2)
– ширины полосы: на входе b0, на выходе b1 и их разность, называемая абсолютным уширением:
 ; (3.3)
; (3.3)
– скорости движения полосы: перед валками υ0 и после выхода из валков υ1, причем величину υ1 называют скоростью прокатки;
– диаметр бочки валка:
D = 2R (R – радиус бочки).
Из перечисленных основных параметров исходными, независимыми, задаваемыми разработчиком технологического процесса, являются:
– размеры подката (заготовки) h0, L0, b0;
– диаметр бочки валка D;
– скорость прокатки υ1;
– абсолютное обжатие Dh и толщина полосы на выходе из валков h1.
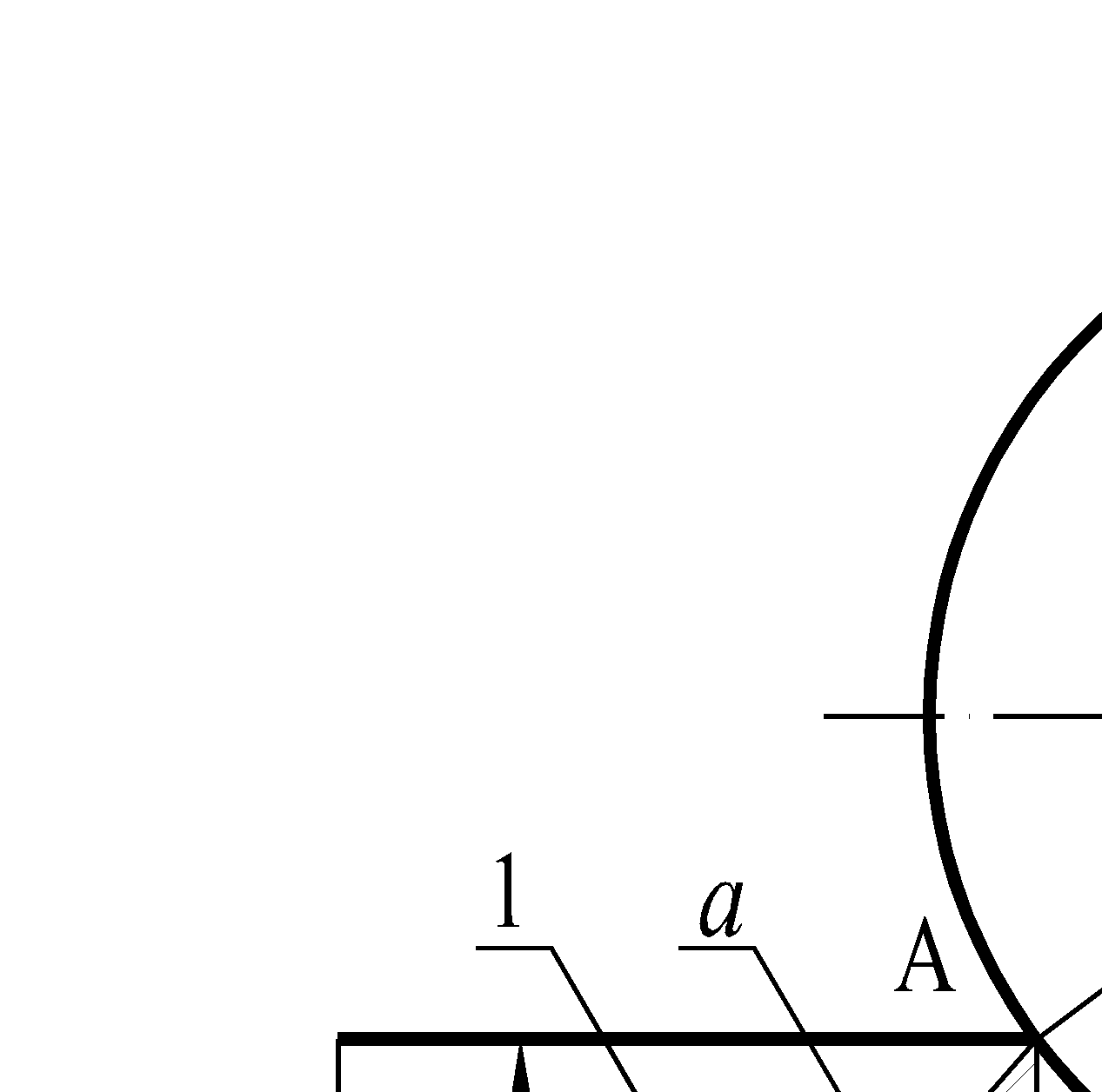
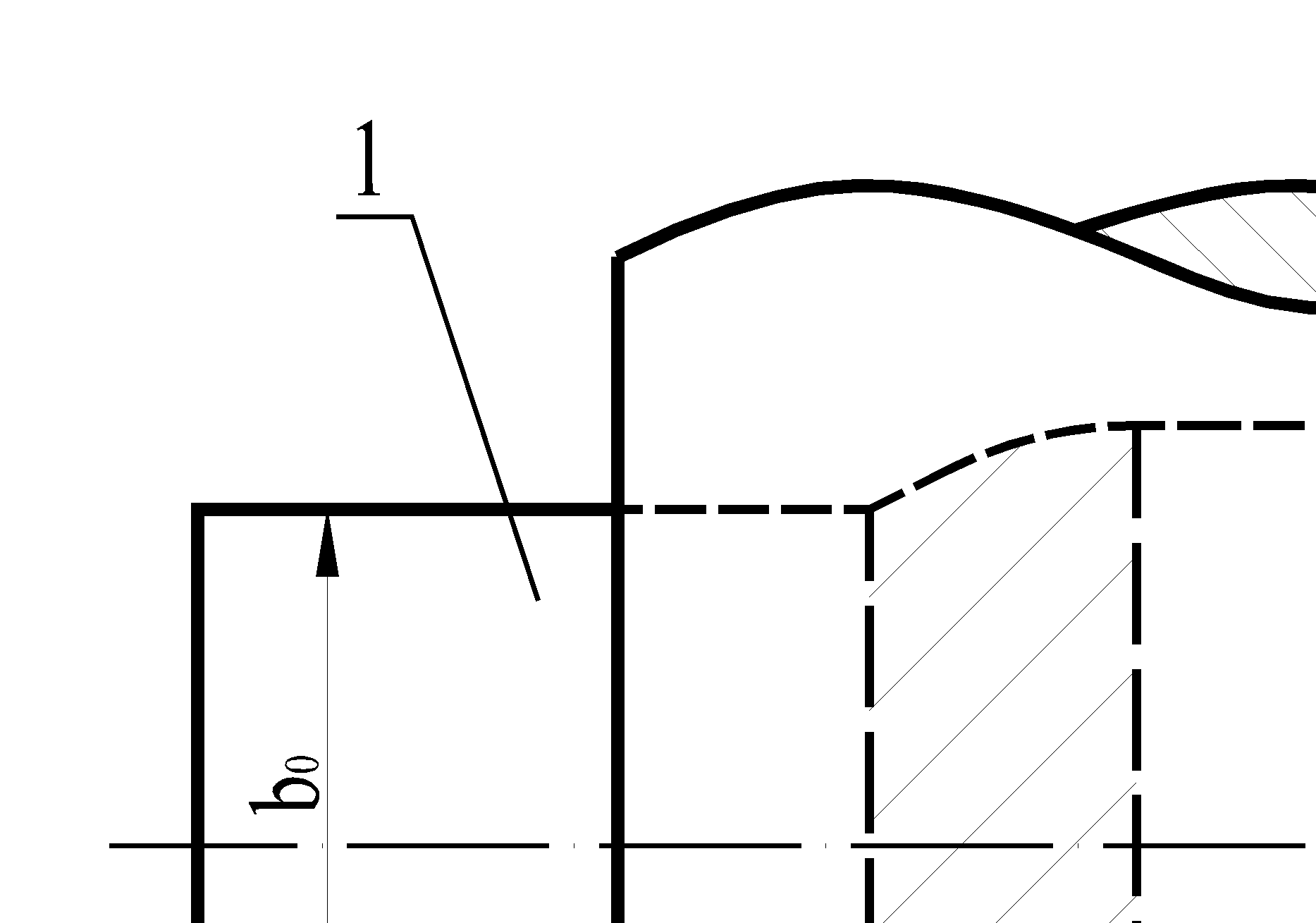
Рис. 3.1 Упрощенная схема очага деформации
Все остальные параметры не являются независимыми, они вычисляются в функции указанных исходных параметров. Методы их вычисления будут изложены ниже.
Например, из прямоугольного треугольника АО1С получается выражение для определения угла захвата:
 . (3.4)
. (3.4)
Из подобия прямоугольных треугольников АСЕ и АВС получается формула для расчета длины очага деформации:
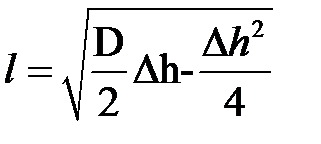 .
.
Учитывая, что 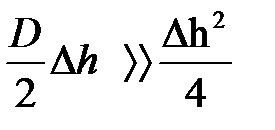 , окончательная формула имеет простой вид:
, окончательная формула имеет простой вид:
 (3.5)
(3.5)
Выражение (3.5) даёт результат, близкий к реальному, если искажение цилиндрической поверхности бочки валка из-за упругого сплющивания незначительно, что имеет место при горячей прокатке полос толщиной h1≥8…10 мм. При горячей прокатке более тонких полос и при холодной прокатке длина очага деформации существенно увеличивается из-за упругого сплющивания в контакте валков и полосы. Соответствующая расчетная формула рассмотрена в главе 8.
Диапазоны углов захвата в различных процессах прокатки приведены в табл. 3.1 [4].
Таблица 3.1
Углы захвата в различных процессах прокатки
| Вид прокатки, сортамент | Углы захвата, в градусах |
| Горячая прокатка сортовых профилей Горячая прокатка толстых листов Горячая прокатка тонких листов Холодная прокатка стальных полос | 22 – 34 18 – 24 2 – 11 1,5 – 4 |
Дата добавления: 2019-02-08; просмотров: 1887;
Поиск по сайту
Узнать еще
- ОСНОВНЫЕ ТИПЫ И СВОЙСТВА НАПОЛЬНЫХ И БОРТОВЫХ СИСТЕМ ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- B) в угле Интинского месторождения и продуктах его сжигания.
- E) Расчет структурных составляющих очага деформации с одним нейтральным сечением
- I. Государственный бюджет и его структура. три состояния государственного бюджета.
- I. Общая характеристика категории состояния как часть речи
- I. Товар и его свойства.
- II. ГОСУДАРСТВЕННЫЙ ДОЛГ И ПУТИ ЕГО ПОГАШЕНИЯ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
