Структура технологической операции
Структура операции определяет содержание технологической операции и последовательность её выполнения. В конечном итоге от структуры зависит время выполнения операции. В общем случае время выполнения операции определяется штучным временем, затрачиваемым на производство одной единицы продукции:
Тшт = То + Тв + Тп,
где То - основное технологическое время, затрачиваемое непосредственно на изменение состояния заготовки - время воздействия инструмента на заготовку;
Тв - вспомогательное время, затрачиваемое на выполнение вспомогательных переходов, ходов, управление оборудованием, контроль, смену инструмента;
Тп -потери на подготовку оборудования к работе, организованные перерывы
Сумма основного и вспомогательного времени составляет оперативное время Топ:
Топ = То + Тв.
Структура операции определяется следующими признаками:
- количеством заготовок, одновременно устанавливаемых в приспособлении или на станке (одно и многоместная);
- количеством инструментов, используемых привыполнении операции (одно или многоинструментная);
— последовательностью работы инструментов при выполнении операции.
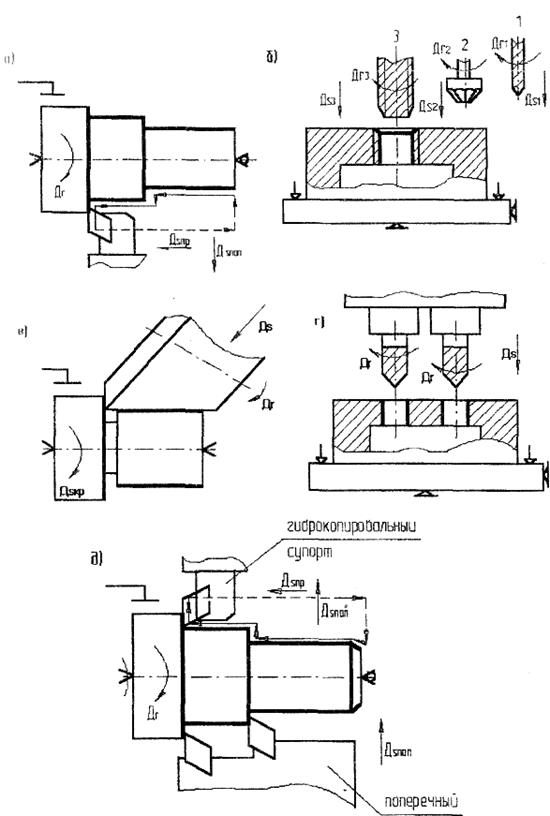
На рисунку 3.26 приведены примеры одноместных структур операций. При последовательной одно и многоинструментной обработке (схемы "а","б") основное технологическое время операции складывается из основных времен отдельных переходов.
Основное время одноинструментной параллельной обработки (схема "в") определяется лимитирующим переходом, т.е. таким, который требует наибольшего времени. Разница основных времен при врезном шлифовании на станках с непараллельным расположением шпинделей заготовки и шлифовальной бабки обусловлена разными величинами припусков на торец и цилиндрическую поверхность и разными величинами минутных подач в направлениях снятия припусков.
Для многоинструментной параллельной структуры (схема 2) основное время операции равно времени обработки одного отверстия.
У структуры, изображенной на схеме "д", основное время складывается из времени работы гидрокопировального суппорта и времени работы поперечного суппорта. У последнего основное время определяется лимитирующим инструментом, обрабатывающим уступ с наибольшей длиной.
Для многоместных структур., изображенных на рисунке 3.27, характерно снижение как основного, так и вспомогательного времени. У структуры одноинструментной последовательной ("а") идет сокращение основного времени за счет уменьшения затрат на врезание и перебег. Вспомогательное время сокращается за счет уменьшения затрат на закрепление и открепление заготовки, сокращение количества вспомогательных перемещений инструмента и уменьшение времени на управление станком.
Основное время для структур "б" и "д" определяется наибольшим основным временем, характерным для одной из рабочих позиций. Вспомогательное время складывается из холостых ходов инструментов, времени поворота стола с заготовкой из одной позиции в другую (индексация). У таких структур время установки и снятия заготовки совмещено с временем обработки.
Затраты на установку и снятие заготовки у структур с раздельной установкой заготовок (схемы "в" и "г") выделены в отдельную составляющую. Основное время для таких структур равно основному времени обработки одной заготовки.
У структуры "е" время индексации совмещено с временем обработки, а основное время определяется лимитирующим основным временем из двух последовательных шлифовальных переходов.
Выбор структуры зависит от серийности производства и принятого принципа формирования технологического процесса и технологических операций.
Количественная оценка принятой структуры операции может быть произведена по коэффициенту совмещения основного времени:

где То - основное непрерываемое время операции, входящее в состав штучного времени;
 - сумма всех элементов основного времени, совмещённых и несовмещённых переходов операции.
- сумма всех элементов основного времени, совмещённых и несовмещённых переходов операции.
При отсутствии совмещённых переходов КСО = 1- Однако определение значения
этого коэффициента возможно только после нормирования технологических операций.
После уточнения структуры технологической операции определяются её составляющие элементы установы, позиции, вспомогательные и технологические
переходы количество инструментов и последовательность, в которой эти составляющие части выполняются.
cynopт
Рис. 3.26. Одноместные структуры: а - одноинструментная последовательная;
б — многоинструментная последовательная; в — одноинструментная параллельная;
г — многоииструментная параллельная; д - многоинструментная параллельно - последовательная.
Рис.3.27. Многоместные структуры:
а – Одноинструментная последовательная с одновременной установкой заготовок;
б - Одноинструментная последовательная с раздельной установкой заготовок;
в – Многоинструментная параллельная с одновременной установкой заготовок;
г - Одноинструментная последовательно-параллельная с одновременной установкой заготовок4
д - Многоинструментная с параллельно-последовательная с раздельной установкой заготовок
е - Многоинструментная с параллельно-последовательная. С непрерывной установкой заготовок.
Дата добавления: 2020-10-14; просмотров: 1358;
Поиск по сайту
Узнать еще
- I. Государственный бюджет и его структура. три состояния государственного бюджета.
- I. Определение и структура методов обучения.
- I. Социальная структура дореволюционной России
- I. СТРУКТУРА СОВРЕМЕННЫХ НАЛОГОВЫХ СИСТЕМ.
- II. Социальная структура советской России
- III. Организационная структура ВСМК
- III. Репрезентативный интеллект и формальные операции
- III. Социальная структура современной постсоветской России

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
