Объект производства. Структура производственного процесса
Приступая к изучению основ технологии, необходимо установить понятия об изделии, сборочной единице (СЕ), детали.
Изделием называют продукт конечной стадии производства. Им может быть двигатель, сборочная единица (СЕ) и даже детали одного назначения (завод по изготовлению лопаток энергомашиностроения).
Сборочная единица – элемент изделия, являющийся соединением нескольких деталей. Технологический признак СЕ – возможность её автономного (независимо от других элементов изделия) изготовления.
Деталью называют первичный элемент изделия, признаком которого является отсутствие в нём каких-либо соединений. Иначе – элемент изделия, выполненный из одного материала без применения сборки.
Производственным процессом называют всю совокупность процессов осуществляемых на предприятии с целью превращения материалов и полуфабрикатов в готовое изделие. Это процессы изготовления деталей и СЕ, их сборки, испытаний, транспортировки, планирования, учёта, хранения и др.
Согласно ГОСТ 3.1109-73 технологический процесс – это законченная часть производственного процесса, содержащая действия по изменению и последующему определению состояния (формы, размеров, качества материалов) объекта производства.
Различают ТП по отдельным методам их выполнения (ТП штамповки, литья, сварки, пайки, механообработки и др.), а также ТП по объектам производства (ТП дисков, КС, крыльчаток, зубчатых колес и т.д.).
ТП механической обработки, закономерности которого и предстоит изучать, - та часть производственного процесса, которая включает последовательное превращение исходной заготовки в готовую деталь путем изменения формы, размеров и состояния её поверхностей методами обработки материалов.
Характерный признак ТП механообработки – его дискретность, прерывистость. Это вызвано следующими причинами:
- применением различного оборудования (токарных, фрезерных, сверлильных, шлифовальных и других станков);
- использование для обработки заготовок на первом этапе ТП более мощного, но менее точного оборудования, а на последующих этапах – наоборот;
- наличием в ТП механообработки прерывающей его течение термической обработки, искажающей форму и размеры поверхностей, что требует их исправления в последующих операциях.
Отдельные части, на которые делится ТП механообработки называются операциями. Операция – законченная часть ТП, характеризующаяся непрерывностью выполнения и постоянством объекта обработки, оборудования и исполнителя.
Операция – это основная единица производственного планирования и учета.
Операция включает в свой состав установы – части операции, выполняемые при неизменном (постоянном) закреплении заготовки. Т.о. операция может быть выполнена за один или несколько установов.
Часто операции и установы делятся на позиции, которые представляют собой фиксированное положение единожды закрепленной на станке или в приспособлении заготовки относительно обрабатывающих инструментов. Т.о. в позиции выполняется часть операции. Замена установов позициями повышает производительность обработки.
В состав операции входят переходы – это части операций, характеризуемые постоянством применяемого инструмента и обрабатываемых поверхностей. Используются простые переходы (в работе один инструмент) и сложные (работают одновременно несколько инструментов) (рисунок 1).
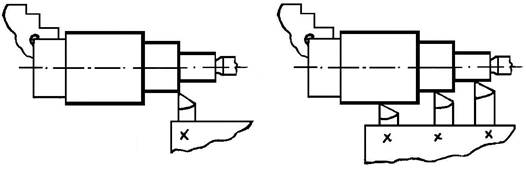
Рисунок 1 – Переходы операции
В дополнение к основным переходам, связанным непосредственно с обработкой поверхностей заготовки, в составе операции входят и вспомогательные переходы, состоящие из действий станочника (или оборудования) по установке и снятию заготовки, смене инструментов, измерениям и т.п.
Переходы делятся на проходы.
Проход - это законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождающаяся изменением формы, размеров и состояния поверхности заготовки. Т.е. - это часть перехода по снятию одного слоя металла.
Деление переходов на проходы невыгодно и к нему прибегают, когда невозможно снять весь припуск по соображению мощности станка, прочности детали и инструмента.
Проходы делятся на ходы. Ход - элементарная составная часть прохода.
По назначению ходы подразделяются на:
1. Рабочий ход- ход инструмента по изменению состояния заготовки.
2. Позиционирующий ход - точное перемещение инструмента из одного положения в другое, при котором не происходит обработка.
3. Холостой ход - рименяется для подвода инструмента в зону обработки, как правило, на повышенных подачах (скоростях).
Операции классифицируются по следующим признакам:
- по типу применяемого оборудования (токарные, фрезерные, сверлильные, шлифовальные и др. станки);
- по месту в ТП (сначала черновые, затем – чистовые, окончательные, отделочные и пр.);
- по количеству переходов в операции.
По последнему признаку операции можно разделить на дифференцированные (одно- и малопереходные) и концентрированные (многопереходные).
Дифференцирование операций упрощает их выполнение, конструкцию станочных приспособлений и наладку станков, позволяет использовать рабочих с невысокой квалификацией. Однако, при этом растет количество операций, удлиняется цикл изготовления детали, осложняется планирование производства и учет.
Концентрированные операции сокращают их количество в ТП, упрощают организацию и планирование производства и учет его состояния, сокращается и номенклатура используемых приспособлений. Но концентрированные операции предполагают использование квалифицированных исполнителей, более сложных по конструкции приспособлений, усложняется и наладка станков.
Различают три вида концентрации:
- организационную;
- техническую;
- технологическую.
Организационная концентрация состоит в увеличении числа простых переходов в составе операции. Такие операции характерны для станков с ЧПУ.
Механическая концентрация предполагает замену установов позициями, механическую смену инструментов.
Технологическая концентрация основана на использовании сложных переходов, когда одновременно работают несколько инструментов, что характерно для операций, выполняемых на револьверных, многооперационных, агрегатных станках и станках – автоматах.
И дифференцированные и концентрированные операции применяются для повышения производительности труда в различных по объёму выпуска и сложности изделий условиях производства.
Дата добавления: 2020-10-01; просмотров: 722;
Поиск по сайту
Узнать еще
- I. Государственный бюджет и его структура. три состояния государственного бюджета.
- I. Определение и структура методов обучения.
- I. Социальная структура дореволюционной России
- I. Специфические особенности процесса воспитания в сравнении с процессом обучения.
- I. СТРУКТУРА СОВРЕМЕННЫХ НАЛОГОВЫХ СИСТЕМ.
- II этап. Установка свойств объектов
- II. Социальная структура советской России
- II. Формализация процесса формирования математических моделей

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
