ПРОКАТКА ТРУБ И СПЕЦИАЛЬНЫЕ ВИДЫ ПРОКАТКИ
Горячая прокатка бесшовных труб
Производство бесшовных (то есть без сварного продольного или спирального шва) металлических труб осуществляется прокаткой на специальных станах, называемых трубопрокатными агрегатами.
Этот способ прокатки труб обычно состоит из 2 основных и нескольких вспомогательных операций. Первая операция − прошивка заключается в получении продольного отверстия в заготовке или слитке, в результате чего получается толстостенная труба, называемая гильзой. Вторая операция раскатка — удлинение прошитой заготовки и уменьшение толщины её стенки примерно до требуемых в готовой трубе размеров. Обе операции осуществляются с одного нагрева. Первая операция выполняется на прошивных станах винтовой прокатки между бочкообразными или грибовидными валками на короткой оправке, вторая − на раскатных станах разных видов. После раскатки трубы калибруют на специальных калибровочных станах, затем охлаждают и правят. После раскатки для уменьшения диаметра трубы используют операцию редуцирование, осуществляемую методом продольной прокатки без оправки в редукционных станах. Для увеличения диаметра труб после раскатки может быть применена операция раздача. В этом случае после раскатных станов устанавливают станы-расширители. Однако в связи с освоением массового производства сварных труб большого диаметра станы-расширители утрачивают свое значение.
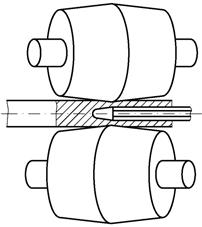
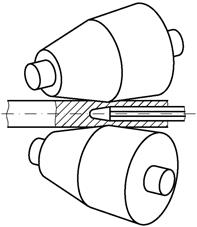
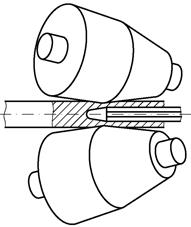
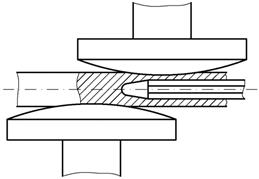
Для прошивки используют поперечно-винтовую (косую) прокатку, обычно проводимую на двухвалковых станах с разным типом валков (рис. 9.1).
Наибольшее распространение получили прошивные станы с бочкообразными валками (рис. 9.1, а). В рабочей клети таких станов оси валков в вертикальной плоскости наклонены друг к другу под углом 5 − 17°. Благодаря косому расположению валков заготовка при прокатке получает одновременно вращательное и поступательное движения. Поэтому каждая точка деформируемой части заготовки совершает винтовое движение, а в центре ее создаются напряжения, близкие по схеме к всестороннему растяжению. Последнее способствует разрыхлению центральных слоев заготовки, что значительно снижает усилие ее прошивки конической оправкой.
| 
|
| а | б |
| 
|
| в | г |
Рис. 9.1. Схемы прошивки заготовок в станах с бочковидными (а), грибовидными (б), чашевидными (в) и дисковыми (г) валками
| |
Трубопрокатные установки, включающие автоматический стан для раскатки, являются наиболее распространенным оборудованием для производства бесшовных труб благодаря универсальности по сортаменту труб и высокой производительности. По конструкции автоматический стан является станом продольной прокатки гильз с нереверсивной двухвалковой клетью, валки которой образуют последовательно расположенные круглые калибры. Перед подачей металла в калибр устанавливают оправку, закрепленную на длинном стержне таким образом, что зазор между оправкой и калибром соответствует толщине стенки прокатываемой трубы. Деформирование металла при этом происходит между валками и оправкой и наряду с утонением стенки наблюдается уменьшение наружного диаметра трубы. Процесс раскатки гильзы проходит следующим образом (рис. 9.2). Выходящая из валков труба попадает в проводки, служащие для направления движения трубы и удержания упорного стержня от продольного изгиба. После каждого прохода оправка снимается со стержня, и труба возвращается с помощью роликов обратной подачи, вращающихся в противоположном направлении, на переднюю сторону. При этом верхний валок поднимается, увеличивая высоту калибра, а нижний ролик обратной подачи поднимается, прижимая трубу к верхнему ролику. После каждого прохода устанавливают новую оправку, верхний валок опускают в рабочее положение, а трубу кантуют на 90° и подают в валки для следующей прокатки. Описанную операцию прокатки повторяют необходимое количество раз до получения требуемых размеров трубы. Однако окончательное устранение неравномерности толщины стенки по сечению трубы и рисок на ее поверхности производится на обычно входящих в состав агрегата обкатных станах (риллинг-станах), клети которых по конструкции аналогичны клетям прошивных станов.
Прокатка на пилигримовых станах широко распространена, причем, кроме труб круглых сечений, на этих станах получают трубы с другими сечениями: квадратными, шестигранными, ступенчатыми и др.
| 
|
| а | б |
Рис. 9.2. Схема раскатки труб на автоматическом стане: а – прокатка; б – возврат трубы; 1 – гильза; 2 – верхний валок; 3 – нижний валок; 4 – оправка; 5 – упорный стержень; 6 – верхний ролик обратной подачи; 7 – нижний ролик обратной подачи; 8 – труба
Исходная заготовка для прокатки на пилигримовом стане представляет собой толстостенную трубу-стакан, полученную на прошивном трехвалковом стане. Часто этот способ прошивки заменяется прошивкой на прессе, что позволяет получать более качественную заготовку. Далее в заготовку, толщина стенки которого составляет около 25 % от диаметра трубы, вводят деталь, называемую дорн, на которой и производят раскатку трубы между двумя валками пилигримной клети, с калибром переменного профиля. Валок пилигримного стана (рис. 9.3) имеет ручей переменной ширины и высоты по окружности, подразделяемый на две части: холостую и рабочую. В холостой части диаметр калибра превышает диаметр прокатываемой гильзы, а рабочая часть делится на рабочий и полирующий участки.
| 
|
Рис. 9.3. Валок пилигримового стана
При вращении валков стана (рис. 9.4) размеры калибра меняются, поэтому в момент совпадения холостых частей обеих валков дорн с гильзой продвигают вперед в валки. Далее этот участок трубы прокатывается. Труба при этом движется в обратном направлении, т.е. совпадает с направлением вращения валков. При этом рабочий участок валков обжимает заготовку по диаметру и толщине стенки, а полирующий участок обеспечивает выравнивание диаметра и толщины стенки трубы. Коэффициент вытяжки при такой прокатке достигает 10 – 14. При следующем повороте валков осуществляют повторную подачу заготовки в очаг деформации, сопровождая эту операцию кантовкой трубы на 90°. Таким образом, гильза подается в валки и подвергается раскатке участками, длина которых равна величине подачи. Остается непрокатанным только участок трубы, находящийся около дорнодержателя и пилигримовой головки. После прокатки дорн извлекают из трубы для охлаждения, а в подающий механизм вставляют новый дорн.
Рис. 9.4. Схема процесса пилигримовой прокатки: 1 – дорн; 2 – валки; 3 – подающий механизм
В заключение трубы, получаемые по разным технологическим цепочкам, обычно подвергают отделке, в которую входят: отрезка концов, правка, термическая обработка, окраска или покрытие другими антикоррозийными материалами и др. Для проведения перечисленных операций в трубопрокатных цехах устанавливают соответствующее оборудование.
Холодная прокатка труб
Для различных машин и приборов требуются трубы с высоким качеством внутренней и внешней поверхностей, высокой точностью размеров стенки трубы и ее формы. Такие трубы можно получать только холодной обработкой: прокаткой в холодном состоянии и волочением. Данные способы позволяют изготавливать трубы диаметром 0,5 – 250 мм и более при толщине стенки 0,1 – 20 мм и более из высоколегированных (коррозионностойких, жаростойких, труднодеформируемых и т.п.) легированных, высокоуглеродистых сталей и различных сплавов. Основными преимуществами холодной прокатки труб являются: практически полное отсутствие потерь металла; получение высоких обжатий по стенке (70 – 85 %) и по диаметру (до 65 %), что позволяет сократить цикличность деформации; значительное повышение точности, как по толщине стенки, так и по диаметру; высокое качество поверхности труб. Исходным продуктом для этого процесса прокатки являются горячекатаные трубы или трубы, получаемые прессованием, а оборудованием для холодной прокатки труб служат станы различных типов: двухвалковые, роликовые, с плавающими валками, поперечной прокатки и др.
Наибольшее распространение при производстве труб получили двухвалковые станы холодной прокатки труб (ХПТ) с периодическим режимом работы клети. Трубы (рис. 9.5), прокатывают на неподвижной конической оправке 1, установленной в калибре валковых сегментов 2, укрепленных на рабочих валках 3. Ручьи выполнены с переменным радиусом, меняющимся по окружности сегмента от радиуса трубной заготовки (начальный размер) до радиуса готовой трубы (конечный размер). Такие валки устанавливают в клети на жесткой раме, совершающей возвратно-поступательное движение на расстояние Lкл по рельсам на катках. При рабочем ходе клеть с валками перемещается из положения I в положение II. Сегменты разворачиваются, радиус калибра между ними уменьшается, что обеспечивает обжатие заготовки по диаметру и толщине стенки. Периодическая подача трубы (обычно на 6 – 12 мм) в калибр, когда зазор между валками позволяет выполнить эту операцию, и ее поворот на 60° по окончании данного цикла прокатки производят специальными кулачковыми механизмами. По возвращении клети в первоначальное положение цикл повторяется. Таким образом, эти станы отличаются от пилигримовых станов горячей прокатки тем, что у станов ХПТ рабочая клеть осуществляет возвратно-поступательное движение, а труба вместе с конической оправкой неподвижны.
Рис. 9.5. Схема прокатки труб на стане ХПТ: 1 – оправка; 2 – калибр; 3 – валок; 4 – стержень; 5 – заготовка; 6 – труба
В станах поперечной прокатки деформация труб выполняется на цилиндрической или конической оправке профильными валками. При этом обжатие стенки трубы может приводить или к увеличению длины трубы или к увеличению ее диаметра. Этим способом получают тонкостенные трубы большого диаметра.
Прокатка труб с печной сваркой
Благодаря высокой технологичности и экономичности в сочетании с высоким качеством этой продукции доля сварных труб в общем производстве труб непрерывно возрастает. Основными способами получения сварных труб являются прокатка (формовка) стальных полос и последующие такие виды сварки, как печная сварка, электросварка и сварка в защитном газе. Рассмотрим каждый из этих способов.
Диапазон размеров труб, получаемых с применением печной стыковой сварки, составляет по диаметру от 10 до 114 мм, а по толщине стенки 2 − 5 мм. Отметим, что по толщине стенки различают обыкновенные и усиленные трубы. Особую группу составляют муфтовые трубы с увеличенной толщиной стенки под резьбу. Благодаря достаточно высокому качеству, трубы, получаемые с применением печной сварки находят широкое применение в промышленном и коммунальном строительстве для газо- воздухо- и водопроводов, систем центрального отопления, а также в качестве заготовок для последующего волочения. Трубосварочные станы обычно имеют 6 − 12 формовочно-сварочных двухвалковых клетей. После сварки трубы обрабатывают на многоклетьевых редукционных и калибровочных станах.
Заготовкой для трубы при использовании печной стыковой сварки являются штрипсы (ленты из низкоуглеродистой стали, обычно до 0,18 % С). Схема процесса печной сварки формованной при прокатке трубной заготовки встык на непрерывных станах показана на рис. 9.6.
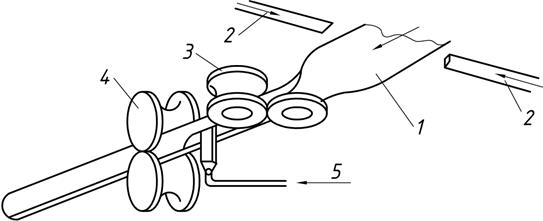
Рис. 9.6. Схема процесса непрерывной прокатки и печной сварки труб встык: 1 – штрипс; 2 – сопла первого обдува; 3 – формовочные валки; 4 – сварочные валки; 5 – сопла второго обдува
Штрипс в рулонах с разматывателя подается в печь, где нагревается до 1230 – 1320 °С. По выходе из печи кромки штрипса обдувают воздухом, что повышает их температуру до 1390 – 1480 °С. Затем штрипс попадает в формовочно-сварочный стан с чередующимися горизонтальными и вертикальными консольными валками, имеющими ручьи. В первой вертикальной паре валков, называемых формовочными, полоса сворачивается на угол 220 – 270°. Перед последующей парой уже горизонтальных валков проводят вторичный продув кромок штрипса воздухом, что повышает их температуру до 1500 – 1520 °С, что соответствует температуре сварки малоуглеродистой стали. При этом сопло обеспечивает направление штрипса в сварочные валки, где кромки металла соединяются и свариваются. В следующих валках создается усилие для протаскивания штрипса через печь и формовочные валки, служащие для дополнительного обжатия и повышения качества сварного шва при осуществлении сварки давлением.
Производство труб электросваркой
В промышленности применяют несколько способов производства труб, в которых шов выполняют электросваркой. Этот способ получил широкое распространение, т.к. позволяет получать трубы с тонкой стенкой (5 мм и меньше), большим диаметром (до 2400 мм и более), хорошим качеством шва и поверхности. Способы производства труб с применением электросварки можно разделить на две группы: в первой для производства электросварных труб после прокатки (формовки) используют сварку давлением, а во второй − сварку плавлением.
Производство труб со сваркой давлением (сопротивлением, индукционной, радиочастотной) является самым распространенным методом получения электросварных труб. Трубоэлектросварочные агрегаты в зависимости от размера выпускаемых труб делят на малые (диаметр труб до 32 мм), средние (диаметр труб до 114 мм) и большие (диаметр труб до 530 мм). В состав каждого агрегата обычно входит следующее оборудование: формовочный стан, трубоэлектросварочный стан, калибровочный стан и устройство для резки труб на ходу. В целях повышения производительности трубоэлектросварочных станов в линию включают редукционный стан, который устанавливают либо до, либо после резки труб на ходу. Если редуцирование производят до резки, то такую трубу условно называют бесконечной и ее нагрев после калибровочного стана осуществляют в секционной печи. Для проведения редуцирования отдельных отрезков труб их также подогревают перед этим в проходной печи, а после редуцирования режут на мерные длины.
В качестве исходного продукта при производстве электросварных труб используют полосы и листы в виде карточек или в виде рулонов. Подготовительными операциями при подготовке заготовок являются правка листов, обрезка кромок, предварительная сварка карточек, разматывание рулонов, их резка, очистка от окалины или травление (при необходимости), холодная прокатка, стыковая сварка концов ленты одного рулона с другим и пр.
Основной операцией перед сваркой является формовка трубной заготовки. Эту операцию выполняют на разном оборудовании: формовочных прессах, трех- или четырехвалковых вальцах, на непрерывных трубоформовочных станах, состоящих из системы чередующихся горизонтальных и вертикальных клетей дуо (до 12 клетей) с ответствующими калибрами. Расположение валков в клетях обеспечивает последовательное формоизменение полосы в трубу (рис. 9.7). При выходе из последней клети стана трубная заготовка поступает в электросварочный агрегат, где специальными роликовыми электродами кромки трубы плотно прижимаются друг к другу и одновременно свариваются.
При сварке труб давлением пластическая деформация производится за счет внешнего усилия (давления), возникающего обычно вследствие деформации свариваемой трубной заготовки. Величина давления должна обеспечивать совместную деформацию металла свариваемых кромок трубы. Наибольшая степень деформации по кромкам достигается максимальной температурой в этих местах трубы. При высокой температуре нагрева и значительной пластической деформации разрушаются окисные пленки, покрывающие свариваемые поверхности кромок, и устраняются неравномерности на поверхности, которые препятствуют сближению атомов металлов свариваемых кромок. В результате совместной пластической деформации кромок, нагретых до температуры выше температуры рекристаллизации, и происходящей одновременно рекристаллизации возникают и развиваются зерна, которые уже принадлежат одновременно обеим свариваемым кромкам. При этом металл шва при всех видах сварки давлением имеет рекристаллизованную структуру.
| 
| 
| 
| 
| 
|
| 1 | 2 | 3 | 4 | 5 | 6 |
Рис. 9.7. Последовательность процесса свертывания трубы из полосы в шести клетях стана: 1 – 6 номера клетей стана
Соединение кромок трубы при сварке плавлением происходит за счет расплавления источником тепла металла свариваемых кромок и смачивания твердого металла жидким. При этом расплавленный металл без воздействия внешних сил сливается, образуя сварочную лунку. Сварочный шов на трубе формируется после прекращения действия источника тепла в результате кристаллизации металла. Перемещение источника тепла относительно кромок, сопровождается перемещением сварочной лунки и приводит к формированию продольного шва трубы. Металл шва характеризуется литой дендритной структурой. Для обоих методов сварки характерно возникновение между соединяемыми кромками металлической связи с образованием общих зерен.
Скорости сварки плавлением в 10 – 20 раз ниже скорости сварки давлением. Поэтому данный вид сварки используется, если невозможно применить сварку давлением. В настоящее время существует два основных направления использования сварки плавлением при производстве труб из легированных сталей. К первому направлению относят дуговую сварку с защитой дуги нейтральным газом, плазменную сварку и сварку электронным лучом. Второе направление – это производство труб большого диаметра (более 426 мм) из низколегированных сталей с помощью дуговой сварки с защитой дуги слоем флюса. Сварка труб плавлением может производиться как с прямым, так и со спиральным швом.
Агрегаты для производства труб из высоколегированных сталей включают оборудование для подготовки заготовки, формовочный стан, сварочный стан, калибровочный стан и устройство для резки труб на ходу. Технологический процесс получения труб протекает в той же последовательности, как и на трубоэлектросварочных агрегатах сварки давлением, и отличается только принципом сварки.
При сварке труб в среде инертных газов электрическую дугу создают между неплавящимся электродом из вольфрама и свариваемой трубой.
При газоэлектрической сварке труб применяют газовые горелки с конструкциями сопла, типы и размеры которых определяются размерами трубы и скоростью сварки.
При плазменной сварке труб используют аргон с добавкой 10 – 15 % водорода. Плазменная сварка, по сравнению со сваркой в аргоне, повышает скорость сварки, а также качество сварного шва. Этот вид сварки целесообразно применять для толстостенных труб.
Наиболее интенсивным источником нагрева металла является электронный луч, с помощью которого в зоне нагрева можно создать очень высокие температуры и сваривать любые металлы. Причем, в зоне шва создается мелкозернистая структура с высокими механическими свойствами. Однако этот эффективный способ сварки малопроизводителен.
Дуговой сваркой под флюсом производят трубы диаметром 426 – 2500 мм при толщине стенки 3 – 25 мм, которые используют для магистральных трубопроводов газа, нефти и пр. В зависимости от направления шва трубы могут быть прямошовными и со спиральным швом. Сварка под флюсом заключается в создании электрической дуги между электродом и кромками трубной заготовки. В результате этого кромки заготовки и электродная проволока плавятся, образуя ванну жидкого металла, при затвердевании которого создается шов. Для предотвращения окисления жидкого металла, процесс сварки выполняют под флюсом, который также расплавляется, образуя защитный слой шлака.
Производство спиралешовных труб отличается непрерывностью процесса и малой производственной площадью. При этом стан спиральной прокатки можно быстро перевести с одного диаметра труб на другой, длина получаемых труб практически не ограничена, сами они получаются прямыми с идеально круглой формой сечения и по своей прочности на 20 – 40 % превышают прямошовные. Формовка ленты при спиральной сварке осуществляется путем пластического изгиба полосы в специальном формующем устройстве в плоскости, расположенной под углом к продольной оси листа. Сварку осуществляют двумя или тремя сварочными головками, применяя ту же схему дуговой сварки под слоем флюса, что и при сварке прямошовных труб. На рис. 9.8 представлена схема наложения швов, производимая тремя сварочными головками.
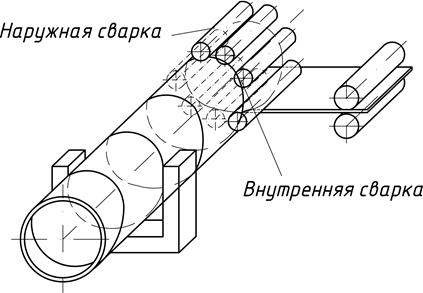
Рис. 9.8. Схема расположения сварочных головок при получении спиралешовных труб
В состав агрегата спиральной сварки входит линия подготовки заготовки, формовочно-сварочный стан и отделочное оборудование. Производство спиралешовных труб обычно ведется из рулонной листовой стали.
Производство специальных видов проката
Процесс прокатки используют для изготовления разнообразных изделий специального назначения, к которым относятся шары диаметром от 25 до 125 мм, шестерни, различного рода инструмент, железнодорожные колеса, кольца и бандажи, заготовки переменного сечения для различных осей и т.п. Разнообразие видов этой прокатной продукции свидетельствует о разнообразии типов применяемых прокатных станов.
Для разных отраслей машиностроения, а также для строительных конструкций требуется большое количество тонкостенных профилей сложного поперечного сечения (рис. 9.9). Получить такие профили горячей прокаткой часто не представляется возможным, из-за того, что тонкие стенки профилей быстро и неравномерно охлаждаются в валках. Более технологичным является способ получения таких изделий профилированием тонкой полосы на специальных профилировочных станах. Оборудование для изготовления гнутых профилей по конструкции аналогично оборудованию непрерывных формовочных клетей трубосварочных станов, состоящих из 6 – 20 и более клетей. Отметим, что профилирование, по сути, только условно можно отнести к прокатному производству, т.к. проходя через клети, полоса последовательно меняет форму, изгибаясь под действием валков, а площадь поперечного сечения при этом, как при прокатке, практически не изменяется, т.е. данная операция ближе к гибке. Поэтому такие профили получили название гнутые профили.
Рис. 9.9. Виды гнутых профилей
На современных станах изготавливают гнутые профили из полосы шириной до 2000 мм и толщиной до 20 мм. По конструкции профилегибочные агрегаты аналогичны формовочным клетям трубосварочных станов и имеют приводные горизонтальные валки и холостые вертикальные валки. В каждой паре валков агрегата благодаря гибке форма сечения полосы меняется незначительно и получает окончательную форму в последней паре валков. Поэтому для получения сложного профиля необходима гибка полосы во многих парах валков. Производство гнутых профилей выполняют двумя способами: прерывным из отдельной заготовки и непрерывным из рулона. Во втором случае концы рулона перед прокаткой сваривают встык. Этот способ заменил малопроизводительное производство получения гнутых профилей гибкой на прессах.
Разновидностью продольной прокатки является периодическая прокатка, которой получают профили переменного и периодического сечений. Использование таких профилей позволяет снизить массу деталей, элементов конструкций машин и механизмов. Периодические профили часто исключают необходимость проведения не только операций штамповки, но и сводят к минимуму обработку резанием. При использовании таких профилей в качестве заготовок для последующей штамповки поковок сложной формы обеспечивается экономия металла (до 20 – 30 %), повышается производительность штамповки, снижается ее трудоемкость и др.
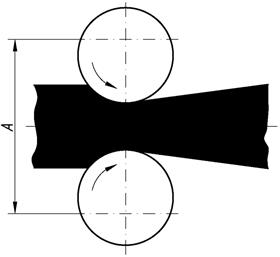
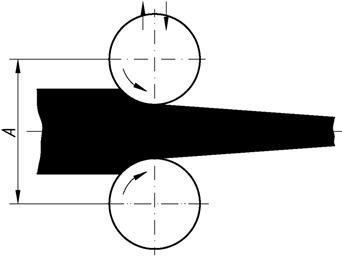
Под профилями переменного сечения подразумевают полосы с плавно изменяющимся поперечным сечением. У периодических профилей изменение сечения по длине полосы периодически повторяется. Профили переменного сечения, например клиновидные, получают прокаткой в цилиндрических круглых валках как с изменяющимся межцентровым расстоянием А, так и с постоянным (рис. 9.10).
| 
|
| а | б |
Рис. 9.10. Профили переменного сечения, получаемые прокаткой в валках с изменяющимся межцентровым расстоянием (а) и в эксцентрично вращающихся валках с постоянным межцентровым расстоянием (б): А – межцентровое расстояние
Периодические профили получают двумя способами: продольной и поперечно-винтовой прокаткой. При продольной прокатке периодический профиль получают в последнем проходе, используя специальную клеть, валки которой имеют переменный радиус. В результате форма сечения по длине полосы изменяется (рис. 9.11) и повторяется после каждого оборота валка, т.е. длина периода l равна длине окружности валков плюс опережение.
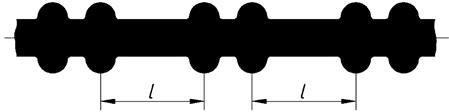
Рис. 9.11. Профиль периодического сечения
Очень важен в производстве периодического проката правильный выбор механизма подачи полосы в валки в нужный момент прокатки, а также учет величины опережения, зависящего от ряда факторов. При случайной подаче металла в валки на концах каждой полосы появляются периоды неполной длины, что увеличивает потери металла при обрезке. Чтобы приблизить потери к оптимальному значению, необходимо осуществлять захват металла при положении валков, соответствующем началу периода. в тех случаях, когда период имеет большую протяженность, потери металла могут быть особенно велики.
Осесимметричные периодические профили прокатывают на трехвалковых станах поперечно-винтовой прокатки (рис.9.12), в которых дисковые или конические валки стана расположены под углом 120° друг к другу и под углом 4 – 8° к оси прутка. Такая форма валков и их расположение обеспечивает поступательное движение круглой заготовки. Передний конец заготовки закреплен в неподвижном суппорте, который создает необходимое натяжение по оси заготовки. На суппорте закреплена копировальная линейка, с помощью которой регулируется зазор между валками с помощью гидравлических цилиндров. Станы поперечной прокатки периодических профилей классифицируют по диаметру прокатываемых изделий (от 10 до 120 мм).
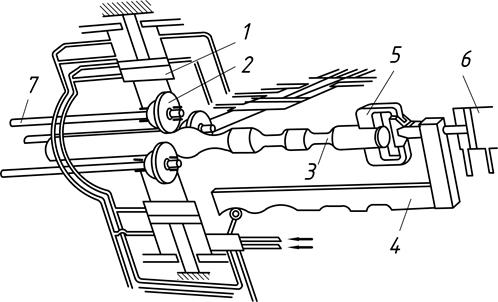
Рис. 9.12. Схема поперечно-винтовой прокатки круглой заготовки на трехвалковом стане с коническими валками: 1 – гидропривод сближения валков; 2 – валки; 3 – готовая заготовка переменного сечения; 4 – линейка-копир; 5 – зажимной патрон; 6 – гидроцилиндр осевого натяжения заготовки при прокатке; 7 – универсальные шпиндели
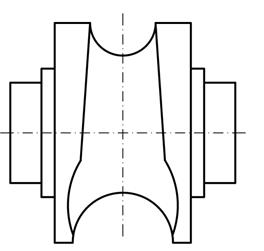
Для производства шаров диаметром от 25 до 125 мм, используемых в подшипниках качения, в шаровых мельницах для помола руды, угля, цемента и пр., получили распространение двухвалковые станы поперечно-винтовой прокатки (рис. 9.13).
Процесс прокатки организован следующим образом. Стальную заготовку круглого сечения нагревают до температуры 1000 – 1100 °С и с помощью толкателя задают в валки. Валки, расположенные под углом к оси заготовки, захватывают ее и придают ей одновременно поступательное и вращательное движение. Благодаря тому, что высота винтовых гребней калибра постепенно увеличивается, гребни внедряются в металл, разрезают заготовку на куски, объем которых соответствует объему шара и при дальнейшем обжатии придают им форму шара. В зависимости от количества заходов в винтовые калибры, за один оборот валка получают от 1 до 3-х шаров, соответственно при одно-, двух- и трехзаходных калибрах.
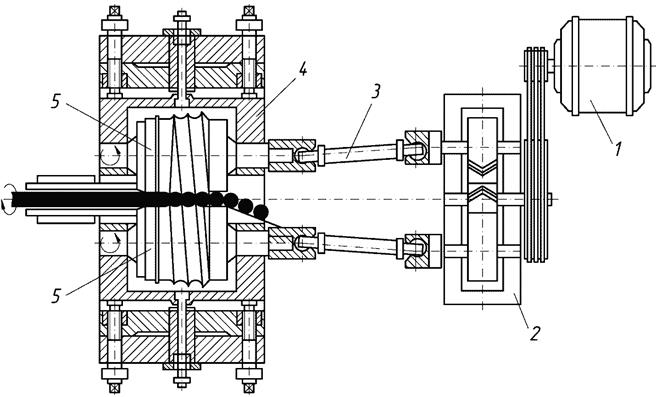
Рис. 9.13. Схема стана для прокатки шаров: 1 – двигатель; 2 – шестеренная клеть; 3 – шпиндель; 4 –станина; 5 – валки
Процесс прокатки, который также можно отнести к специальным видам, входит в технологию производства железнодорожных колес и бандажей. Полностью процесс получения этих изделий включает операции ковки и прокатки. В качестве заготовок для колес используют слитки массой 3 – 5 т или катаные заготовки круглого или многогранного сечения.
На рис. 9.14 представлена последовательность технологических операций при производстве цельнокатаных колес из слитков. Слитки (рис. 9.14, а) режут на токарных станках (рис. 9.14, б) и получают заготовки (рис. 9.14, в), каждая из которых предназначена для одного колеса. После этого заготовки нагревают до температуры 1200 – 1250 °С, подвергают осадке с гидросбивом (рис. 9.14, г) и последующей осадке с прошивкой (рис. 9.14, д) и, наконец, формовке с получением заготовки чернового колеса ((рис. 9.14, е). Ковочные операции проводят на гидравлических прессах.
После ковки заготовка поступает на колесопрокатный стан, на котором производится прокатка обода и гребня и раскатка диска (рис. 9.14, ж). После этого на прессе проводится гибка диска (рис. 9.14, з), калибровка обода и удаление перемычки в центральном отверстии ступицы (рис. 9.14, з).
| 
| 
| 
| 
| 
| 
| 
|
| а | б | в | г | д | е | ж | з |
Рис. 9.14. Последовательность технологических операций при производстве железнодорожных колес: а – исходный слиток; б –резка на токарном станке; в – заготовка; г – осадка заготовки; д – осадка с прошивкой; е – формовка; ж – прокатка обода и гребня и раскатка диска; з –гибка диска, калибровка обода и удаление перемычки
Колесопрокатный стан представлен на рисунке 9.15.
Рис. 9.15. Схема прокатки на колесопрокатном стане: 1, 2 – коренные рабочие валки; 3, 4 – наклонные рабочие валки; 5 – ролики; 6 – каретка; 7 - колесо
Колесопрокатный стан имеет четыре приводных рабочих валка, из которых два (1 и 2) коренных и два (3 и 4) наклонных. Для лучшей обработки гребня колеса используют еще два неприводных прижимных ролика 5. Производительность стана – два колеса в минуту. Все операции при изготовлении колес, связанные с обработкой металлов давлением, выполняют за один нагрев.
Дата добавления: 2019-02-08; просмотров: 6406;
Поиск по сайту
Узнать еще
- I. Определение, виды радиоактивности, радиоактивные семейства
- II. Виды ионизирующих излучений и единицы измерения ИИ
- II. Специальные обороты речи, усиливающие воздействие рекламы
- II. ЭКОНОМИЧЕСКАЯ ПОЛИТИКА, ее цели и виды. ФИАСКО ГОСУДАРСТВА
- IV. Направленность ППФП (общие и специальные требования)
- А. В трубке находится раствор, стакане — дистиллированная вода.
- А.2 Виды адсорбентов и их характеристики
- Автоматизированные рабочие места, назначение и их виды

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
