Сборка раструбных соединений труб
Раструбные стыки чугунных труб (рис. XI 1.5) уплотняют: тремя витками просмоленной пряди с последующей заделкой цементно-песчаной или асбесто-цементной смесью; резиновыми кольцами или самоуплотняющимися манжетами, а в аварийных ситуациях — свинцом.
Перед стыковкой трубы осматривают, очищают от грязи, наплавов металла и остатков формовочной массы в раструбах и на гладких концах труб и выявляют трещины, при обнаружении которых трубы отбраковывают.
Стыкуют раструбные трубы, вдвигая гладкий конец укладываемой трубы в раструб уложенной; затем трубы центруют. Собранный стык закрепляют четырьмя — шестью деревянными или металлическими клиньями (рис. XII.5, а).
После этого стык законопачивают тремя последовательно вводимыми жгутами белой, а затем просмоленной пряди. Вначале жгуты уплотняют ручной конопаткой и молотком, а затем, после удаления клиньев, пневматическим ру-бильно-чеканочным молотком (рис.XI 1.5, б). Оставшуюся незаполненной кольцевую раструбную щель зачекани-вают цементно-песчаной или асбестоце-ментной смесью, увлажняемой перед употреблением 10... 12 % воды без перерыва до полного заполнения раструба. Готовый стык покрывают увлажненной рогожей или мешковиной на 72 ч.
Свинец для заделки стыков используют горячим (расплавленным) или холодным (в виде полос, лент или свинцовой шерсти). Расплавленный свинец заливают в литник — воронку, образуемую после укладки впритык к торцу раструба пенькового или асбестового жгута, смазанного глиной, или металлической кольцевой обоймы. Для выхода газа и паров рядом с литником в глиняной обмаЗке прокалывают отверстие диаметром 5...6 мм. После остывания свинца в стыке жгут с обмазкой снимают и зачеканивают свинец в раструбе электрическим или пневматическим рубиль-но-чеканочным молотком.
При уплотнении резиновыми манжетами или кольцами пряди не применяют. После подготовки труб к сборке сначала в раструб ранее уложенной трубы вводят резиновый самоуплотняющийся манжет (за счет отверстий в нем, которые позволяют расширяться манжету под рабочим давлением воды), слегка смазанный солидоло-графитовой смазкой, и совмещают его с профилем раструба (рис. XI 1.5, в). Затем с помощью сборочного приспособления вводят в раструб гладкий конец укладываемой трубы.
Стыки чугунных раструбных труб диаметром до 600 мм на таких уплотнителях собирают механизированным способом с помощью гидродомкратной установки (рис. XII.5, д).
Раструбы керамических труб конопатят просмоленной пеньковой прядью и заделывают асфальтовой мастикой или цементно-песчаной смесью. Соединяют керамические трубы коническими кольцами из битумно-асфальтовых мастик (рис. XII. 5, ж), наносимых при заготовке труб в цехах трубозаготовительных заводов. При монтаже поверхности колец обильно смачивают растворителем (бензином, бензолом) и соединяют трубы.
Керамические трубы, доставляемые на трассу и укладываемые в траншею
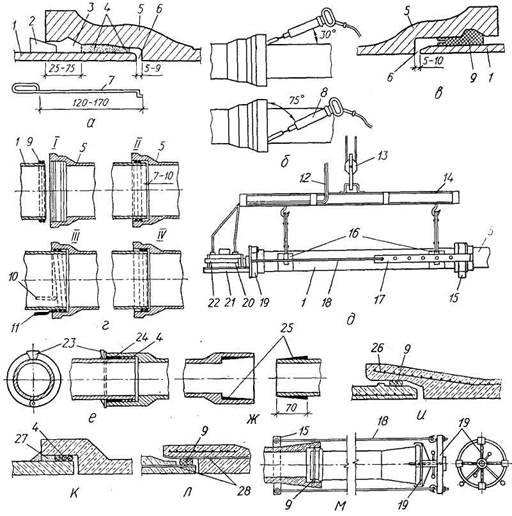
Рис. XII.5. Устройство раструбных соединений труб:
чугунных: а — конопатка и сборка стыка; б — зачеканка стыка; в — стык с самоуплотняющимися резиновыми кольцами; г— последовательность операций ручного уплотнения резиновыми кольцами; д— то же, гидравлическим приспособлением; керамических: е — асфальтовой мастикой и стальным кольцом; ж — то же, мастичными кольцами; железобетонных напорных: и — с предварительно напряженной арматурой, уплотняемых резиновым кольцом; л — то же, с металлическим стальным цилиндром; железобетонных безнапорных: к — асбестоцементной смесью; м — ручное приспособление для сборки железобетонных труб; / — пристыковываемая труба; 2 — клинья; 3 — пространство для асбестоцементной смеси; 4 — жгуты просмоленной пряди; 5 — уложенная труба; 6 — кольцевой зазор; 7 — щуп для проверки зазора; 8 — пневматический молоток с конопаткой (чеканкой); 9 — резиновый манжет с отверстиями (резиновые кольца); 10 — чеканка; // — конопатка; 12 — шланги гидросистемы; 13 — крюк с блоком крана; 14 — траверса с подвесками; 15 — хомуты; 16 — клещи; 11 — тяги; 18 — канаты; 19 — упорный диск (наголовник); 20 — гидродомкрат; 21 — площадка; 22— обойма; 23 — стальное кольцо с литником; 24 — мастика; 25 — мастичные ..кольца; ','26 — напряженная арматура; 27 — асбестоцементное уплотнение; 28 — стальной цилиндр
звеньями из двух — пяти труб, соединяют на цементнопесчаном или асбесто-цементном растворе (жесткое соединение).
Бетонные и железобетонные раструбные трубы соединяют на просмоленной пряди с заделкой цементно-песчаным или асбестоцементным раствором (рис.
XII.5, к), по той же технологии, что и керамические. Железобетонные раструбные напорные трубы изготовляют с предварительно напряженной кольцевой арматурой (рис. XII.5, л).
Уплотняют стыки этих труб резиновыми кольцами, которые удерживаются в раструбе благодаря наличию специального буртика-упора на гладком конце трубы. Трубу вводят в раструб ранее уложенной, надевают натяжное устройство (рис. XI 1.5, м) и вдвигают ее в раструб так, чтобы не было перекоса и соблюдался зазор между торцами 15... ...20 мм.
Раструбные пластмассовые трубы собирают на клею или резиновых кольцах, уплотняемых специальной мастикой.
Подготовка винипластовых труб к соединению на клею, кроме обычных операций, включает еще образование раструба (эти трубы поставляются промышленностью без раструбов, с гладкими концами). Концы трубы нагревают горячим воздухом до пластичного состояния (примерно до 180 °С) и калибруют на оправке. Соприкасающиеся поверхности стыкуемых труб предварительно зачищают, обтирают метиленхлоридом и после просыхания покрывают тонким слоем клея, который готовят из перхлор-виниловой смолы, растворенной в ди-хлорэтиле. Через 15...20 мин трубы соединяют.
Дата добавления: 2020-07-18; просмотров: 680;
Поиск по сайту
Узнать еще
- II. Реакции диазосоединений без выделения азота
- V. Сборка и нагружение формы.
- А. В трубке находится раствор, стакане — дистиллированная вода.
- Автомобиль с доставленными звеньями трубы; 2 - автомобильный кран; 3 - лекальные блоки; 4 - звенья водопропускной трубы
- Активное сопротивление трубы 1 среднего рукава
- Алгоритмы трассировки проводных соединений
- АСБЕСТОЦЕМЕНТНЫЕ ТРУБЫ
- Ацилирование ароматических соединений (реакция Фриделя-Крафтса)

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
