Древесина как лесоматериал или пиломатериал. Валка леса, формование и классификация бревен 12 глава
Пример: шурупы 4 х 20 DIN 95 - непегир. сталь, 200 штук
Шурупы закручиваются с помощью отвертки, которая должна точно походить к шурупам (рис. 3.99). При точных работах шлицы шурупов после окончания вкручивания должны располагаться в одинаковом направлении.
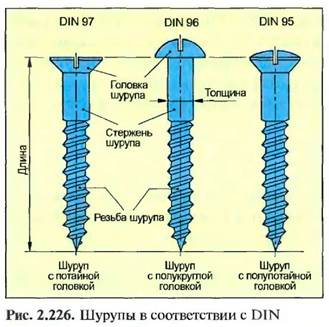

Шурупы с потайной головкой, шурупы с полукруглой головкой и шурупы с пол у потайной головкой также могут иметь крестовый шлиц (DIN 7997, 7996, 7995). В древесину они закручиваются при помощи крестовой отвертки. Другие типы головок со шлицем показаны па рис. 2.227 — это внутренний шестигранник (Inbus) и внутренняя звездочка (Тогх, AW). Такие шурупы имеют увеличеннуюплощадь поверхности шлица и поэтому лучше слушаются отвертку. Благодаря этому их легче закручивать и можно сильнсс затянуть. Они особенно хорошо подходят для закручивания аккумуляторным и пневматическим шуруповертом (рис. 3.102), в котором используются различные насадки (рис. 3.103).
При тонких работах твердую древесину нужно предварительно наколоть шилом, для длинных шурупов — просверлить. При предварительном просверливании отверстий под шурупы с потайной головкой имеет смысл использовать установленное на определенную глубину сверло с раззенковкой. Нельзя делать предварительные отверстия слишком глубокими и большими, так как иначе шуруп, который должен сам нарезать резьбу в древесине, не получит сцепления. По той же самой причине шурупы, за исключением винтовых гвоздей, нельзя забивать в древесину молотком. Для того чтобы шуруп не сломался, перед вкручиванием в твердую древесину необходимо натереть его резьбу воском или мылом или использовать шурупы с облегчающим с кол ьженис покр ыт ием.
Винтовые гвозди имею т такую форму резьбы, которая разрешает забивание шурупа молотком (рис. 2.228). При использован ии такого типа шурупов волокна древесины сжимаются против резьбы, поэтому шуруп сидит в древесине прочнее, чем обычный гвоздь. Винтовые гвозди можно выкручивать обратно левым вращением отвертки или шуруповерта.
Шурупы с декоративной головкой — это шурупы с потайной головкой, которые в головке имеют отверстие или внутреннюю резьбу. После вкручивания этих шурупов в отверстие в головку вставляется пластиковый колпачок или вкручивается шуруп с декоративным колпачком (рис. 2.228).
Шуруп с фрезерующей головкой имеет па фаске потайной головки фрезерованные граты, которые автоматически раззенковывают шуруп в древесине (рис. 2.228).
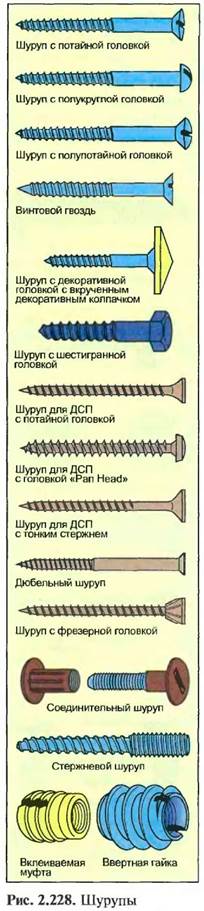
Шуруп для древесностружечных плит изготавливается из закаленной стали и имеет острую двухза- ходную резьбу. Резьба может распространяться на всю длину шурупа или, например, для закрепления на нижних конструкциях иметь тонкий стержень.Центрирующий кончик шурупа делает возможным точную установку шурупа и прямое вкручивание. Благодаря самонарезающейся резьбе растрескивание древесины существенно снижается. Шурупы для древеснос тружечных плит подходят для использования аккумуляторных и пневматических шуруповертов. Из-за самонарезающей резьбы они, как правило, не могут использоваться в сочетании с пластиковым распорным дюбелем, для этого существуют специальные дюбель- ные шурупы (рис. 2.228).
Шурупы с квадратной головкой (DIN 570) и шестигранной головкой (DIN 571) применяются для соединения больших и толстых деталей. Их закручивают гаечным ключом соответствующего размера (рис. 2.228).
2.17.7\ Специальные шурупы
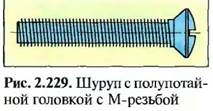
Соединительные шурупы (рис. 2.228) изготавливаются до резьбового стержня в основном из полиамида (нейлона) различных цветов. Их применяют для соединения частей мебели. Соединительные шурупы могут быть также целиком изготовлены из металла и иметь различные гайки (рис. 2.229 и 2.230)
Стержневой шуруп имеет спереди резьбу по дереву, а на другом конце — метрическую резьбу. В древесину его закручивают с помощью колпач- ковой гайки (рис. 2.228).
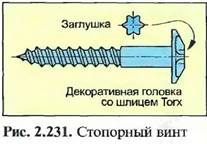
Стопорный винт — это шуруп с метрической резьбой (М-рсзьбой), имеющий головку особой формы с внутренним шестигранником или внутренним многогранником. Шлицевое отверстие в головке винта выполнено с заглушкой (рис. 2.231).
Вклеиваемая муфта из пластика с метрической внутренней резьбой (рис. 2.228) используется в качестве средства крепления для прикручиваемых и откручиваемых деталей из древесины и древесных материалов. Один конец муфты может иметь конический скос, для того чтобы муфта легче вкручивалась в древесину. После нанесения клея, лучше всего лакового, муфта вбивается в древесину или древесный материал.


Ввертная гайка или ввертная муфта (резьбовая вкладка) в соответствии с DIN 7965 изготавливается из стали, латуни или алюминиевых сплавов, имеет внутри метрическую резьбу, снаружи — резьбу для дерева и на одном конце — выполненный по оси шлиц (рис. 2.228). Она служит для анкеровки станочных винтов в древесине, древесных материалах или пластике.
Винт с полупотайной головкой и квадратным подголовком (DIN 603) служит в основном для противовзломных соединений частей металлической обшивки с древесиной (рис. 2.232).
Винт с полупотайной головкой может иметь также квадратный подголовок. Он предотвращает при завинчивании винтовой гайки совместное вращение винта.
Палец с резьбой (DIN 601) применяют для соединения сильно нагруженных деталей. Он имеет стержень с резьбой, четырех- или шестигранную винтовую гайку (рис. 2.232). Так как при затягивании винта головка и гайка винта вдавливались бы в древесину, то на обеих сторонах следует использовать подкладные шайбы.
ЗАДАНИЯ
1.1. Расскажите о преимуществах рифле! юго i шел я по сравнению с гладким нагелем.
1.2. Назовите данные, которые указываются на пакете с гвоздями.
1.3. В чем состоит отличие шурупов для ДСП от обычных шурупов?
1.4. Оцените использование шурупов для ДСП в комбинации с пластиковым распорным дюбелем при монтаже перекрытий.
2.17.8. Строительный монтаж и технические приемы крепления
Части строительной отделки и мебели часто должны быть прочно закреплены на строительной конструкции здания. Так как это крепление должно надежно и долговременно выдерживать значительные нагрузки, то пользователь несет при таком монтаже высокую ответственность. Гели существует угроза общественной безопасности, а также жизни и здоровью людей, то в таких случаях разрешается использование только проверенных систем крепления, имеющих строительный допуск. Особенно это касается перил, подвесных потолков и фасадных конструкций. Само собой разумеется, что крепежные средства должны использоваться грамотно и профессионально.
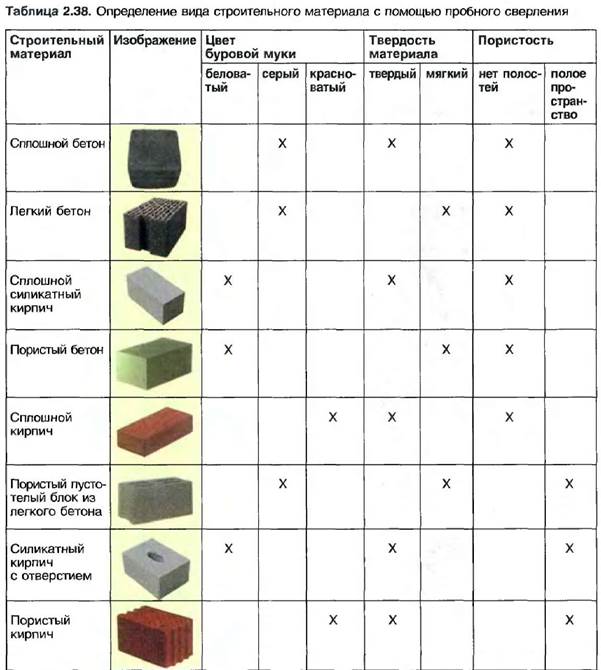
Перед началом монтажа необходимо получить данные о величине и направлении нагрузок для данного места крепления, а также о данном материале для забивки крепления (стене, фундаменте и т.д.). Только после этого можно выбрать правильную систему крепления. Дополнительно действует следующий принцип: чем прочнее структура материала, чем более закрыты поры и чем толще стенки материала, тем большую i гагрузку может вынести каждая отделы тя точка краь лепия. Проведенное в нескольких местах пробное сверление дает более подробные данные об имеющемся строительном материале (табл. 2.38).
Для всехдюбельных креплений должны просверливаться посадочные отверстия. В зависимости от материала стены применяются различные способы сверления, i ш- пример вращательное бурение, ударное бурение и бурение с использованием бурильного молотка, а также выбирается подходящий бурильный инструмент (рис. 2.233).
Многие системы крепления производят распорную силу. Выбор точки крепления должен быть тщательно рассчитан, особенно это касается достаточного расстояния от края и необходимой глубины анкерного крепления. В качестве эмпирической формулы для расстояния от края можно использовать двойную

глубину анкерного крепления, разжимная сила при этом не должна действовать в направлении малого расстояния до края. Глубина сверления отверстия почти для всех систем крепления несколько больше, чем длина выбранного дюбеля. При таком способе крепежные шурупы к дюбеле производят полную разжимную силу,
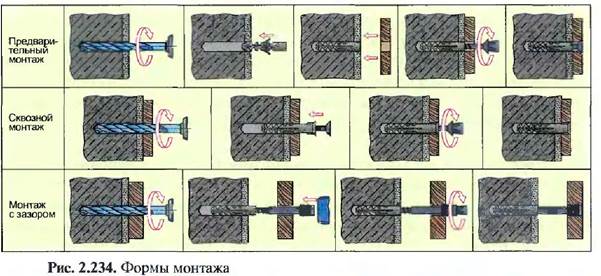
В зависимости от целей применения различают три формы мон тажа. Они представлены на рис. 2,234.
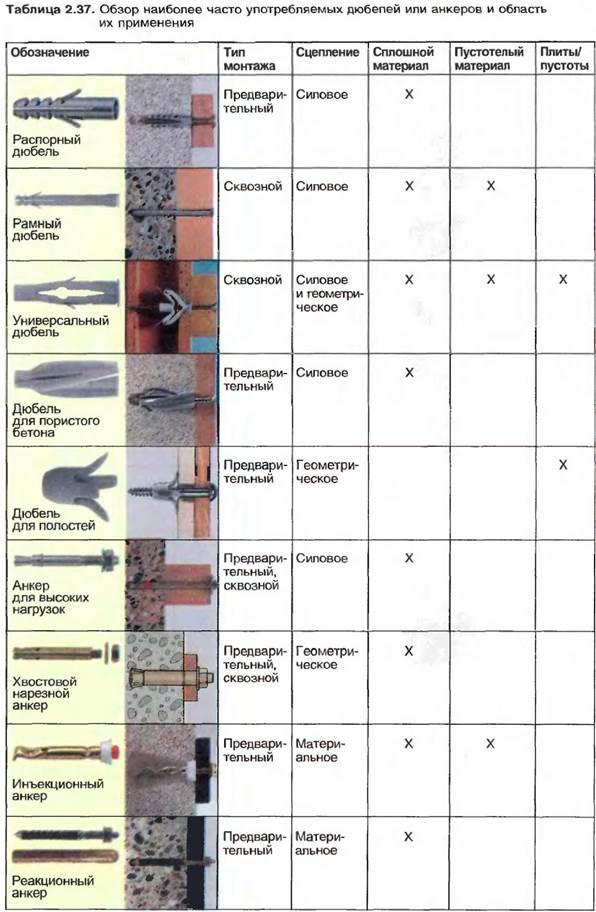
При закреплении в кирпичной стене в случае легких нагрузок используются дюбели, в случае тяжелых — так называемые анкеры. При этом по их способу действия различают системы крепления с силовым, геометрическим и материальным замыканием.

2.1 8. Стекло
Стекло — это расплавленная смесь из нескольких исходных веществ. Например, оконное стекло может содержать 60% кварцевого песка, 14% доломита, 5% известняка, 1 % сульфата, 18% карбоната натрия и различные красители.
2.18.1. Производство стекла
Исходные вещества тонко перемалываются, смешиваются друг с другом и расплавляются в плавильной печи при температуре около 1600°С. После охлаждения примерно до 1000*С стекольный расплав становится настолько густым, чтоего можно формовать. В зависимости от способа формообразования говорят о дутьевом способе, способе вытягивания, ПоаЬметоде или формовании листового термически полированног о стекла на поверхности расплава олова, о литом, прессованном или пеностекле, а также о стекловолокне. Стекло также можно подвергать и последующей обработке, например шлифованием.
ДУТЬЕВОЙ МЕТОД
При методе выдувания различают ручное выдувание и машинное выдувание. Для ручного выдувания используется стеклодувная трубка. С ее помощью можно выдувать закрытые на конце цилиндрической формы стеклянные сосуды, при помощи дутьевой формы также более сложные формы типа бутылок и стаканов для питья. Если горец цилиндра отрезать, то получается стеклянный валик. Его можно разрезать в продольном направлении и выпрямить в стеклянный лист. Отрезанные концы цилиндров используются как круглое оконное стекло (с утолщением посредине). Таким способом стекло производили на протяжении сотен лет.
Принцип работы машин!юго дутьевого способа такой же, как и у ручного способа с использованием дутьевых форм (рис. 2.235).
МЕТОД ВЫТЯГИВАНИЯ
При методе вытягивания из расплава стекла с помощью машин вытягивается широкая непрерывная полоса стекла желаемой толщины, которая после затвердевания разрезается на плиты.
Метод вертикального вытягивания стекла используется с 1914 года, подходит для изготовления тонких стекол толщиной от 0,5 мм.
Метод Либби-Оуэпа используется с 1917 года и особенно подходит для изготовления толстого стекла толщиной до 30 мм (рис, 2.236).


Стеклянные листы получаются гладкими и имеют равномерную толщину. Все же перпендикулярно к направлению вытягивания они имеют небольшие продольные полосы, которые при дальнейшей обработке стекла должны быть ошлифованы. 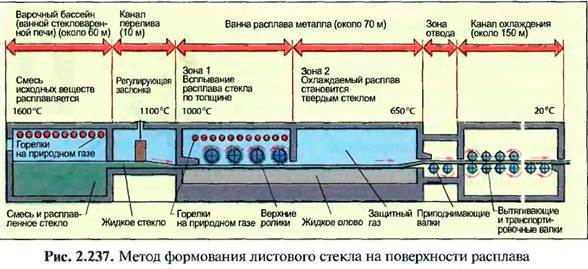
МЕТОД ФОРМОВАНИЯ ЛИСТОВОГО СТЕКЛА НА ПОВЕРХНОСТИ РАСПЛАВА
При методе формирования стекла на поверхности расплава, который был разработан в 1950-1960 годах, расплав стекла поступает из варочного бассейна стекловаренной печи в напну расплавленного олова. Над ванной расплавленного олова находится защитный газ, состоящий из смеси азота и водорода, который защищает жидкое олово от окисления под воздействием кислорода воздуха. Плотность олова равна 7,3 г/см3, что больше плотности расплава стекла, равной 2,5 г/см3. Поэтому стеклянный расплав всплывает на поверхность ванны расплавленного олова в виде плоскопараллельной стеклянной ленты с одинаковой толщиной от 1,5 до 12 мм с ровными обеими сторонами. Поэтому затвердевшее стекло больше не нужно полировать и шлифовать.
Большинство оконных стекол и зеркал в западной Европе производится именно таким способом.

Толщина стеклянной ленты реіулирустся посредством настройки скорости течения или подачи расплава, но прежде всего с помощью верхних роликов. Похожие на толстые дисковые полотна с очень мелкими зубьями на обеих сторонах ванны расплава захватывают пластичную ленту стекла и трансі юртируют его в направлении охлаждающего канала. При этом в зависимости от угла настройки верхних роликов по отношению к ленте расплава стекла шириной в 3,2 м лента или «сжимается» (стекло становится толще), или «растягивается» (стекло становится тоньше). После всплывания стеклянного расплава возникающая бесконечная лента охлаждается примерно до 650СС, приподнимается с расплава олова и подается в охлаждающий канал. После свободного от внутренних напряжений охлаждения до комнатной температуры стеклянное полотно контролируется па наличие дефектов, частично с помощью лазерного луча, и после этого режется па листы. Листы штабелируются и подготавливаются к отправке (рис. 2.237).
МЕТОДЫ ЛИТЬЯ И ПРОКАТА
При методе литья расплав выливается па литьевой стол и раскатывается с помощью находящегося па расстоянии желаемой толщины стекла вала (рис. 2.238).
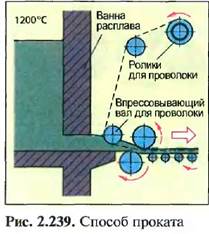
Методом проката получают толстые плоские стекла, а также стекла с орнаментами.
Между парой вращающихся валов с водяным охлаждением, которые имеют тиснение при изготовлении стекол с орнаментом, стекольный расплав прокатывается в бесконечную ленту. При таком а ]особе в расплав можно вводить проволоку и изготавливать изогнутые стекла, например в форме буквы и.
МЕТОД ПРЕССОВАНИЯ
Метод прессования используется для ] фоизводства толстостенных изделий массового производства типа пустотелых стеклянных блоков, стеклянной черепицы и стеклянных облицовочных плит. При таком метоле отмеренное количество стеклянного расплава помещается в металлическую форму и прессуется пуансоном с сопряженной формой.
МЕТОД ВСПЕНИВАНИЯ
При таком способе измельченное в порошок алю- минисво-силикатное стекло смешивается с мелко измельченным углеродом, смесью]{аполняют формы и нагревают примерно до 10ОО"С При этом углерод окисляется и образует в расплаве маленькие пузырьки, которые имеют закрытую структуру ячеек без капиллярной связи (рис. 2.240). Поэтому вспененное стекло является водо- и звуконепроницаемым. Медленно охлажденные блоки вспененного стекла разрезаются на плиты или фасонные детали. Благодаря избытку углерода вспененное стекло имеет черный цвет. Также этот теплоизоляционный материал сохраняет форму, устойчив против влаги, грибов и насекомых, негорючий (рис. 2,240).
ПРОИЗВОДСТВО СТЕКЛОВОЛОКНА

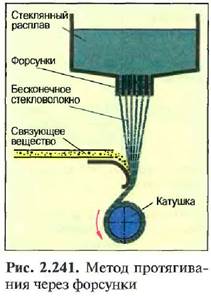
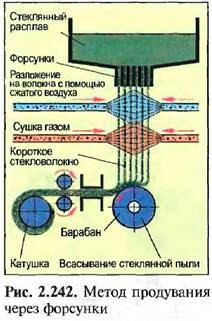
Стекловолокно имеет диаметр менее 0,1 мм. При его производстве жидкий стекольный расплав протягивается через тонкие платиновые форсунки, затем собирается и сматывается на катушку, или стекольный расплав разлагается на волокна при помощи сжатого пара или воздуха (рис. 2.241 и 2.242).
Негорючее стекловолокно перерабатывается в изделия из стекловолокна, например ткань, маты, стекловату и нетканый материал. Их используют в качестве звуко- и теплоизоляционного материала, для усиления слоя искусственной смолы и гипсо- картонпых плит.
2.18.2. Виды стекла
При переработке стеклянного расплава образуются различные виды стекла, которые также обозначают как основные стеклянные изделия, например оконное стекло, литое стекло или армированное проволокой стекло.
Затем эти виды стекла перерабатываются в изделия из стекла, например функциональные стекла типа безопасного безосколочного стекла, противопожарного стекла, солнцезащитного, звукозащитного стекла и зеркал.
Окопное стекло — это плоское, равномерной толщины, прозрачное, бесцветное или окрашенное щелочно-известковое стекло, обе поверхности которого глад- кис (неполированные), DIN 1249 (табл. 2.39, 2.40 и 2.41).
| Таблица 2.39. Свойства и технические параметры оконного стекла | ||||||||||
| Свойства | Данные | Свойства | Данные | |||||||
| Плотность | 2,5 г/см5 | Абсорбция | от 1,6 до 2,5% | |||||||
| Предел | от 700 др 930 Н/ммг | Отражение | от 5 до 8% | |||||||
| прочности | от поверхности | |||||||||
| на сжатие | ||||||||||
| Теплопроводность | 0,80 Вт/(м ■ К) | |||||||||
| Предел | от 30 до 90 Н/мм? | |||||||||
| прочности | Коэффициент | 5,9 Вт/К " К) | ||||||||
| на растяжение | теплопередачи | |||||||||
| (для стекла | ||||||||||
| Прочность | 45 Н/ммг | ТОЛЩИНОЙ | ||||||||
| на изгиб | от 2 до 4 мм) | |||||||||
| Твердость | от 6 до 7 по деся | Устойчивость | Очень устойчиво против кислот и щелочей. | |||||||
| тичной шкале | против кислот | Плавиковая кислота и соединения фтора | ||||||||
| твердости Мооса | и щелочей | сильно разъедают стекло | ||||||||
| Температура | от 560 до 580'С | Устойчивость | Используемые стекла нечувствительны | |||||||
| размягчения | Против ВОДЬ! | к воде, но при хранении вода проникает | ||||||||
| между двумя листами стекла, щелочные | ||||||||||
| Светопрони | ОТ 72 до 88% | компоненты стекла растворяются, | ||||||||
| цаемость | в зависимости | стекло становится тусклым | ||||||||
| от толщины стекла | ||||||||||
| Коэффициент | 9 ■ Ю-6 К1 | |||||||||
| Е-модуль | 7,3 - 104 Н/мм2 | расширения | ||||||||
| Таблица 2.40. Размеры и допустимые отклонения размеров оконного стекла и зеркал (DIN 1249) | ||||||||||
| Номинальная толщина, мм | Оконное стекло | Зеркальное стекло | Максимальный размер листа2 | |||||||
| Отклонение по толщине, мм | Отклонение размера1, мм | Отклонение по толщине, мм | Отклонение размера1, мм | Ширина, мм | Длина, мм | |||||
| ±0,2 | ||||||||||
| ±2 | ±2 | |||||||||
| ±0,3 | (±3) | ±0,2 | (±3) | |||||||
| ±0,4 | ±3 | |||||||||
| ±0,5 | (±4) | ±0,3 | ±3 | 31 ВО | ||||||
| ±0,6 | (±4) | |||||||||
| ±1,0 | ±5 | ±0,5 | ±5 | 31 ВО | ||||||
| (±6) | ±1,0 | (±6) | 45D0 | |||||||
| 1.1.1. Значение в скобках для размера листа более 2000 мм. 1.1.2. В соответствии с данными производителя также большие и меньшие размеры. | ||||||||||
| Таблица 2.41. Недостатки и дефекты оконного и зеркального стекла | |||
| Недостатки и дефекты | Описание | Недостатки и дефекты | Описание |
| Свили или неоднородность стекла Расстеклование Камень Синева | Возникает из-за неоднородного состава стекла, данные по излому отличаются Возникает в основном из-за слишком медленного охлаждения расплава и проявляется как помутнение стекла Непрозрачное включение в стекле Окрашивание из-за щелочных отложений на поверхности | Пузыри Узелки Полосность | Образуются внутри стекла под влиянием газа, просвет с искажениями Возникают при расслоении отдельных компонентов смеси при комнатной температуре, проявляются как появление мути Возникают при производстве стекла методом вытягивания; просвет с искажениями |
Античное стекло производится в основном способом дутья, реже литьем и прокатыванием. Содержит особенные признаки, характерные для произведенного в древности стекла типа пузырей, свилей и неровностей.
Армированное стекло — это белое или окрашенное литое стекло с вложенной проволочной сеткой. При вложенной проволочной сетке речь может идти о плетеной, тканой или сваренной в отдельных точках проволочной сети. Прочность стекла из-за вложения проволочной сетки не повышается, но при разбивании стекла благодаря проволочной сетке оно держится дольше. Поэтому армированное стекло может применяться для огнестойких строительных конструкций.
Армированное орнаментное стекло - это литое стекло с вложенной проволочной сеткой, которое имеет тисненую поверхность с одной или двух сторон. Стекло белое или окрашенное, светопроницаемое и прозрачное, но пропускает лучи с искажениями (рис. 2.243).
Армированное зеркальное стекло после литья с помощью шлифования и полирования получает гладкую поверхность, так что просвет становится неискаженным.
Литое стекло в зависимости от поверхности валов имеет гладкие, с одной или двух сторон узорчатые поверхности. Литое стекло изготавливается прозрачным или окрашенным, а также с проволочным армированием или без.
Кафедральное стекло — это особый вид орнаментного стекла. Его поверхность имеет неравномерные большие и маленькие вмятины. Оно напоминает применяемое раньше в церквях и соборах оконное стекло, изготовленное методом ручного дутья. Кафедральное стекло используют, например, для остекления межкомнатных дверей и дверок мебели (рис. 2.244).
Непрозрачное стекло — это окрашенное в массе, непрозрачное стекло. Одна из поверхностей может быть шлифованной, другая гофрированной для нанесения строительного раствора или клея. Непрозрачное стекло используют для столешниц, маленьких полок и для настенной облицовки.
Орнаментное стекло — это литое стекло с одной или с двух сторон узорчатой поверхностью. Это стекло благодаря структуре своей поверхности выглядит особенно декоративно (рис. 2.245).
Зеркальное стекло или хрустальное зеркальное стекло — это плоское, прозрачное стекло, изготовленное методом формования на поверхности расплава или с помощью шлифования и полирования обеих поверхностей. Просвет без искажений.
Обозначение «хрустальное зеркальное стекло» должно применяться только для зеркалы юго стекла.
2.18.3. Функциональное стекло, производство и обработка
Прошедшее дальнейшую обработку оконное или плоское стекло используется как функциональное. При этом поверхность стекла должна выполнять определенные функции или требования, например как антибликовое стекло, противопожарное или безосколочное стекло, тепло- или солнцезащитное, матовое стекло или зеркало.

Антибликовое стекло — имеет на обеих сторонах выжженный несмазываюгций- ся и устойчивый к царапинам тонкий слой. Оба слоя различаются по толщине и коэффициенту преломления спета. Слои уменьшают отражение света. Прозрачность стекла лежит в пределах от 92 до 99%. Антибликовое стекло применяют для остекления витрин и картин.
Противопожарное стекло — это прозрачное многослойное стекло толщиной от 15 мм и больше, состоящее из нескольких стеклянных листов с огнезадержи- вающим промежуточным слоем из вещества, похожего на воду. Это стекло выполняет все требования, которые предъявляются в соответствии с DIN 4102 на строительные конструкции класса огнестойкости Т (двери) и F (сгены и перекрытия). Стекло класса огнестойкости G хоть и предотвращает проникновение пламени и угарного газа, но не защищает от теплового излучения.
Безосколочное стекло — плоское или изогнутое, полностью прозрачное или окрашенное. Различают однослойное и многослойное безосколочнос стекло (триплекс).
Однослойное безосколочное стекло — это предварительно напряженное стекло, которое при разбивании благодаря искусственно вызванным внутренним напряжениям распадается на мелкие кусочки с тупыми кромками, что существенно снижает опасность ранений по сравнению с обычным стеклом. Однослойное безосколочное стекло по сравнению с нормальным оконным стеклом эластичное, ударопрочное и нечувствительное к температуре. Такое стекло применяется для остекления спортивных залов, стеклянных дверей, витрин, столов, парапетов лестниц, балконов и галерей, а также транспортных средств.
Однослойное безосколочное стекло по причине наличия внутренних напряжений нельзя обрабатывать дополнительно, что конечно же является некоторым недостатком. Даже небольшое повреждение поверхности или канта ведет к разрушению этого стекла, так называемому спонтанному бою.
Многослойное безосколочное стекло (триплекс) — это стекло, в котором листы оконного стекла с помощью эластичной поливиниловой пленки соединяются в блоки толiгшной от 5,5 до 34 мм. При разбивании такого стекла обломки остаются на пленке. Это предотвращает образование отдельных осколков с острыми краями. Наряду с триплексом на основе поливиниловой пленки имеется триплекс на литьевой смоле. Последний вид стекол также улучшает звукоизоляцию.
Многослойное безосколочное стекло может быть бесцветным или окрашенным, прозрачным или полупрозрачным, в продаже имеются триплексы с количеством слоев от 2 до 6. Пропускание света — около 90%. Триплекс не только предлагает защиту от повреждений, но при соответствующей толщине служит защитой объекта и людей. При использовании многослойного стекла для остекления следует учитывать прежде всего его вес (рис, 2.247).
Высокопрочное остекление по 52290:
1.2.1. противоударное Класс устойчивости А1 - АЗ
1.2.2. пуленепробиваемое Класс устойчивости В1 - ВЗ
1.2.3. противовзломное Класс устойчивости С1 - СЗ
1.2.4. противовзрывное Класс устойчивости 01-03 Устойчивость повышается с увеличением числового значения. Противовзломное остекление:
Класс устойчивости ЕН 01, ЕН 02, ЕН 1, ЕН 2 и ЕН 3.Многослойное изоляционное стекло (стеклопа- кет) состоит из двух или более одинаковых или разных листов плоского стекла. Стеклянные листы образуют многослойное стекло, в котором зазор достигается с помощью перемычек или специальных сварочных швов на краях. Благодаря наполненному воздухом зазору изоляционное стекло имеет почти такое же теплоизоляционное действие, как окно с двойной рамой. Промежуток между стеклами содержит сухой воздух или специальный газ, например аргон, криптон или ксенон. С помощью этих веществ предотвращается запотевание стекла.
В не имеющем покрытия стекло пакете тепло- поток от одного листа стекла к другому происходит из-за высокой эмиссионной способности поверхности стекла на 2/3 посредством излучения и примерно на 1/3 посредством теплопроводности и конвекции через находящееся между листами стекла газовое или воздушное наполнение,
Дата добавления: 2020-07-18; просмотров: 873;
Поиск по сайту
Узнать еще
- API как средство интеграции приложений.
- ATA/133 (Parallel ATA, UltraDMA/133 или E-IDE)
- F06 Другие психические расстройства вследствие повреждения или дисфункции головного мозга, либо вследствие физической болезни
- F45.38 другие органы или системы
- F52 Половая дисфункция, не обусловленная органическим расстройством или заболеванием
- I. Идентификация потенциально вредных и (или) опасных факторов на рабочих местах.
- I. Общая характеристика категории состояния как часть речи
- I2C (Inter-Integrated Circuit) или двухпроводный интерфейс

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
