Древесина как лесоматериал или пиломатериал. Валка леса, формование и классификация бревен 15 глава

Для столярных верстаков без откидных ящиков ручные инструменты хранятся в особых инструментальных шкафах, где они располагаются наглядно и доступно. Такие шкафы должны быть расположены на стене как можно ближе к верстаку (рис. 3.5).
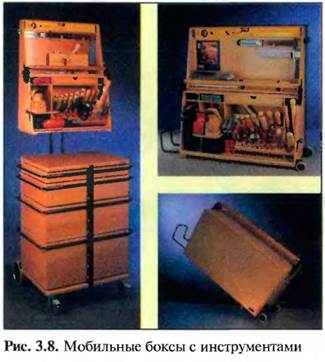
Для переставных верстаков особенно практичны мобильные инструментальные боксы. Их можно привезти па место изготовления и применять для монтажа также вне мастерской (рис. 3.8).
ЗАДАНИЯ
4.4.1. Назовите основные части столярного верстака.
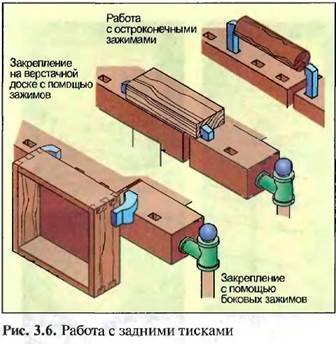
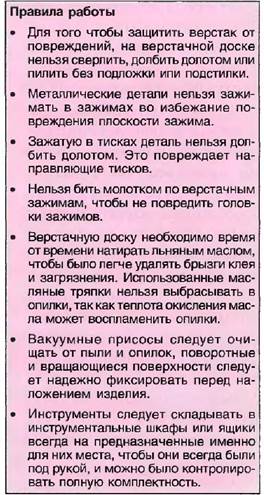
4.4.2. Объясните, почему металлические детали нельзя зажимать в зажимах.
4.4.3. Опишите мероприятия по уходу за столярным верстаком.
4.4.4. Объясните, почему инструменты следует складывать в инструментальные шкафы или ящики всегда на предназначенные именно для них места.
3.2. Ручной инструмент

Хотя столяр и обрабатывает изделия, как правило, па станках, он не может полностью отказаться от использовании ручных инструментов. Ему нужны инструменты для измерения, разметки, ручного долбления или строгания, приспособления для изготовления соединений и для зажимания изделий.
3.2.1. Измерительный и разметочный инструмент
Измерение —это сравнение, например, длины или угла с соответствующим средством измерения. Разметка — это нанесение соответствующей величины размера или угла I т изделие с помощью маркировки карандашом или иглой рейсмуса.
3.2.1. /. Устройства для измерения длины
Для измерения ДЛИНЫ могут ИС1 юль- зоваться механические устройства, как например складной метр, измерительная рулетка, мерная линейка, штангенциркуль и измерительный прибор с циферблатом, а также электронные измерительные устройства типа лазерного дальномера.
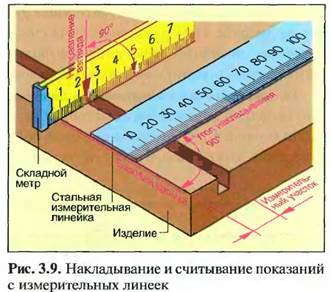
Складной метр имеет длину 1 или 2 метра, разделен на сантиметры и миллиметры. Состоит из нескольких элементов, которые связаны между собой шарнирными соединениями (рис. 3.9).
Жесткая стальная измерительная линейка имеет длину от 100 до 500 мм и цену деления 0,5 мм. Подходит для металлообработки и при работе на станках (рис, 3.9).

Измерительная рулетка состоит в основном из закаленной, слегка изошутой пружинной стали, которая спернута в корпусе. Измерительная рулетка наряду с измерением и разметкой прямых расстояний также особенно хорошо подходит для измерения и разметки изогнутых деталей. Измерительные рулетки длиной 10 метров и более облегчают измерения больших участков. Длинные измерительные линейки могу т быть также изготовлены изо льна.
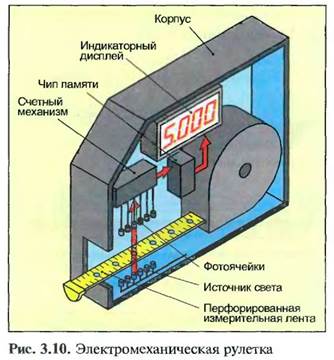
Электромеханические измерительные рулетки показывают измеренное значение на дисплее. Измерительная лента считывается при протягивании над фотоячейками, значение сохраняется и выводится на дисплей. Диапазон измерений таких рулеток ограничивается пятью метрами (рис. 3.10).
Телескопическая измерительная линейка изготовлена из телескопически раздвигающегося до нескольких метров легкого металлического профиля. Она особенно хорошо подходит для измерения больших полостей и отверстий. Результат измерения может быть считан на указателе размера. Имеются телескопические
измерительные линейки с цифровой индикацией и электронными устройствами измерения и памяти (рис. 3.11).
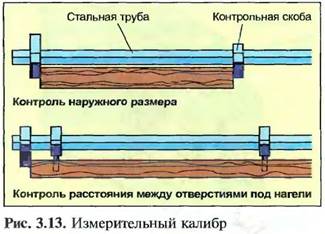
Измерительный калибр — это прибор для измерения длины, который можно особенно эффективно использовать при изготовлении изделий и деталей изделий с одинаковыми размерами. Сего помощью можно, например, настроить и перепроверять размеры длины, ширины, расстояние между отверстиями под нагели, а также форму паза. Измерительный калибр состоит, как правило, из стальной квадратной трубы и различных контрольных скоб (рис. 3.13). Эти скобы можно переставлять по трубе и четко настраивать с их помощью заданные размеры. Длина стальной трубы может лежать между 1000 и 3000 мм.
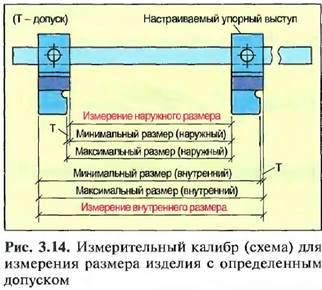
Измерительные калибры можно применять для настройки номинального размера или, при наличии допуска на минимальный и максимальный размеры, для настройки соответствующего номинального значения (рис. 3.14).
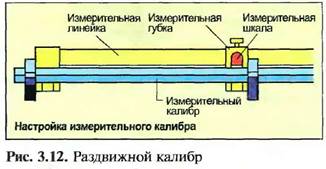
Раздвижной калибр применяется для настройки и проверки измерительных калибров. Это измерительное устройство состоит из измерительной линейки с миллиметровыми делениями. На подвижной и фиксируемой измерительных губках с помощью точной настройки можно считывать десятые доли миллиметра (рис. 3.12).
Электронные измерительные приборы определяют размер электронным образом и выдают значение к цифровом виде с точностью до 1/10 мм па жидкокристаллическом индикаторе.
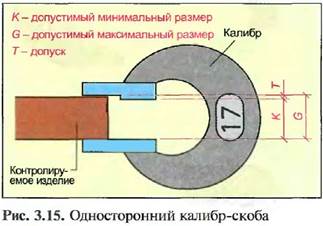
С помощью калибра-скобы контролируют диаметр стержней и толщину плоских изделий типа реек. Калибр-скоба бывает односторонним и двухсторонним (рис. 3.15).
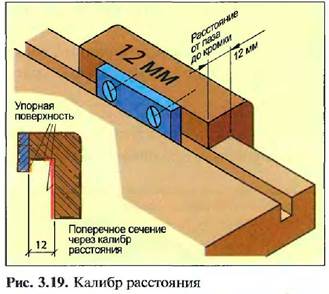
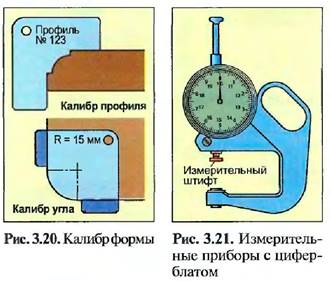
Калибры формы, угла и длины также применяются при серийном производстве, например для контроля профиля, закруглений и расстояний от паза и планки до кромки (рис. 3.19 и 3.20).
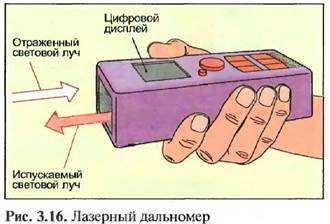
Лазерный дальномер определяет длину оптическим методом с помощью отправки и принятия отраженных световых лучей, I шпример лазерных. Он применяется для измерения длин от0,5 до 50 м. Размер определяется бесконтактно и выводится на цифровой дисплей (рис. 3.16).
Измерительный штангенциркуль (раздвижной калибр) может быть использован для измерения толщины (рис. 3.17). С его помощью можно также измерять небольшие внутренние и наружные размеры, а также провести измерения глубины. С помощью делений нониуса становится возможным получение точности измерения, равной ОД мм.
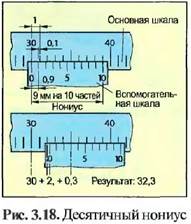
Нониус — это вспомогательная шкала. При десятичном нониусе 9 мм разделены па 10 частей (рис. 3.18).
 Цена деления шкалы нониуса, таким образом, равна:
Цена деления шкалы нониуса, таким образом, равна:
9 мм : 10 — 0,9 мм — 0,1 мм.
При считывании десятичного нониуса нулевой штрих нониуса рассматривают как запятую, которая отделяет целое число от десятых. То есть сначала считывают слева от нулевого штриха на основной шкале целые миллиметры, а затем на правой стороне нониуса ищу]' штрих, который четко совпадает со штрихом основной шкалы. Он дает десятые доли миллиметра.
Измерительные приборы с циферблатом — это устройства для измерения толщины, которые особенно подходят для измерения фанеры и плит толщиной до 30 мм. На круглой шкале показывается измеренное значение. Оно может быть считано до десятых долей миллиметра (рис. 3.21).
Регулируемые измерительные приборы пред!шначены для настраивания и регулировки машинных инструментов (рис. 3.22). С их помощью можно настраивать глубину и высоту резания режущей кромки всех типов фрез и пил. Кроме этого, их применяют для контроля вылета ножей и параллельности ножа в ножевом валу строгального станка. Измеряемая величина в долях миллиметра показывается на круглом индикаторе в аналоговом виде.

Имеются также регулируемые измерительные приборы со встроенным микропроцессором и электронным цифровым индикатором.3.2.1.2. Приборы для измерения и контроля уровня
Измерение и контроль уровня производятся механически, при помощи водяных уровней, шланговых уровней или отвеса или оптико-электронным способом при
помощи лазерного прибора для измерения уровня или водяного электронного уровня.
Шланговый уровень (рис. 3.23) применяется для нахождения точек, лежащих па равной высоте, например для нанесения метровых рисок. Шланг и окулярная труба наполнены водой. Принцип действия основаї[ на закоїіе сообщающихся сосудов. Одна окулярная труба устанавливается на фиксированной высоте, а другая перемещается по вертикали до тех пор, пока уровень воды не установится на определенной точке. При использовании такого уровня необходимо следить за тем, чтобы шланг не перегибался.
Водяной уровень используют для контроля и выравнивания горизонтального и вертикального расположения плоскостей при строительных работах. Вертикальность может быть проверена при помощи отвеса (лота). Водяной уровень кладут па проверяемую поверхность или па наугольник. Если поверхность горизонтальна или вертикальна, то воздушный пузырек в глазке останавливается между внутренними маркировочными штрихами (рис. 3.25),
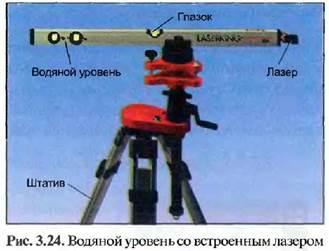
Водяной уровень со встроенным лазером может устанавливаться на штатив. При помощи лазерного луча при выровненном водяном уровне можно наносить на стену отметки на равной высоте (рис. 3.24).

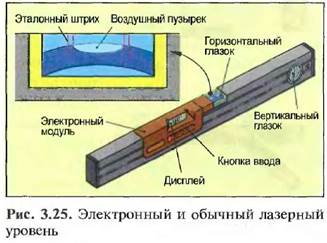
В электронном водяном уровне положение водяного пузырька в окошечке отслеживается фотоячейками и оценивается электронным образом. Данные показываются на дисплее. Вместо трубочки с воздухом в уровень моїут быть также встроены круглыесеисорныекамеры, которые наполнены соответствующей жидкостью. Положение водной поверхности, которое изменяется при изменении положения прибора, определяется сенсорно, оценивается электронным образом и показывается на дисплее. Во многих электронных уровнях можно настроить желаемый урове! 1ь 11акло1 т, при достижении которого подается звуковой сигнал (рис. 3.25).
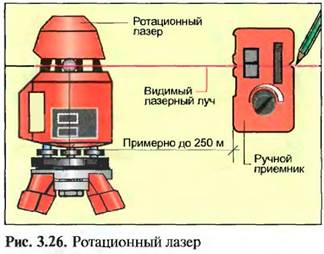
Ротационный лазер генерирует лазерный луч, который вращается со скоростью до 800 обороток в ми- 11угу, слсд этого луча остается 11а стене. Лазерный прибор устанавливается па штативе или стойке. Грубая юризонтальпая настройка прибора производится вручную с помощью сферического уровня и юстировочного винта, точная настройка горизонтали производится автоматически (рис. 3.26). Ротационный лазер хорошо подходит для горизонтального выравнивания потолочной облицовки, нижних конструкций потолочных световых панелей с экранирующей решеткой и нанесения меток или при вертикальной прокрутке для выравнивания разделительных стен.
3.2.1.3. Устройства для измерения угла
Для измерения, разметки и контроля углов служат механические инструменты для угловых измерений, такие как угломер, угольник, малка и ерунок. Также имеются малковочные угольники с электронным индикатором угла.
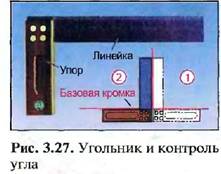
Для измерения углов используют угломеры (см. рис. 2.203). Очень важные для столяра углы 90е (прямой угол) и 45° (угол скоса) могут быть проконтролированы и размечены с помощью фиксированных приспособлений.
Угольник состоит из упора (головки) и линейки. Упор и линейка образуют между собой угол 90° (рис, 3,27). Существуют также достаточно большие угольники, с длинным упором и длинной линейкой.
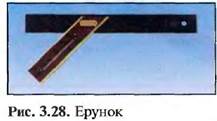
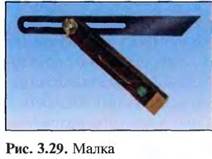
В ерунке угол между упором и краем линейки составляет 45° (рис. 3.28). Малка имеет подвижную линейку. С ее помощью можно снимать, переносить и размечать любые углы (рис. 3.29).
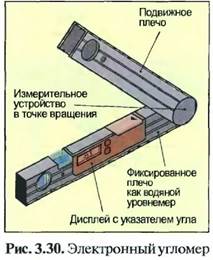
Малка с электронным угломером имеет в точке вращения плеча электронное измерительное устройство, которое определяет размер угла и показывает его на дисплее. В то время как обычная малка может только отмерить и перенести угол, с помощью электронной малки можно точно узнать его размер в градусах и секундах.
3.2.1.4. Разметочный инструмент
Рейсмус применяют для нанесения рисок, которые должны проходить параллельно краю. При разметке необходимо упор рейсмуса твердо прижимать к изделию. Имеются рейсмусы для двух и четырех вариантов настройки (рис. 3.31).
Шило делает возможным нанесение отчетливых рисок. Так как при этом поверхность повреждается, а риска видна не очень хорошо, то часто вместо шила применяется остро заточенный твердый карандаш.

Циркуль используют для деления отрезков, раз- метки дуг, кругов и эллипсов. Для этого также служат маленький заостренный циркуль (рис. 2.204), большой деревянный циркуль, штангенциркуль (рис. 2.205), а также циркуль для эллипсов.
3,2.2. Инструменты для распиливания
Под ручным пилением понимают отделение и выброс мелких древесных стружек при помощи возвратно-поступательных движений пильного полотна. Пильные полотна могут быть закреплены в стойке или быть незакрепленными и иметь ручку или рукоятку.
3.2.2.1. Пильные полотна и нарезание зубьев
Пильные полотна изготавливаются из закаленной инструментальной стали.
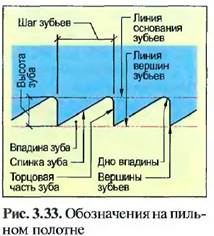
Зубья пилы имеют форму расположенных друг за другом равных по величине треугольников, вершины которых расположены на одной линии, так называемой линии вершин зубьев. Часть зуба пилы, направленная против направления резания, называется торцевой частью зуба, главная режущая кромка зуба называется спинкой зуба. Под шагом зубьев (длиной зуба) понимают расстояние от одной вершины зуба до другой. Самое глубокое место между двумя зубьями называется дном впадины. Высотой зуба обозначают вертикальное расстояние между линией вершин зубьев и линией основания зубьев. Впадина зуба (пространство для стружки) — это свободное пространство между двумя зубьями (рис. 3.33).
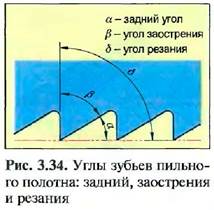
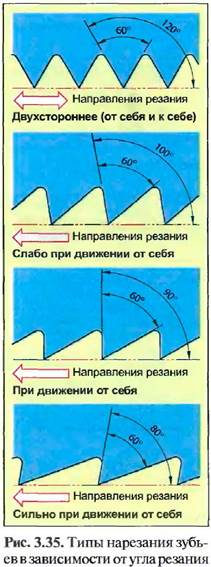
Угол, который образуется между торцовой частью зуба и линией вершин зубьев, называется углом резания. Торцовая часть зуба и спинка зуба образуют угол заострения, который для большинства ручных пил составляет 60° (рис. 3.34). Угол, который образуется между спинкой зуба и линией вершин зубьев, называется задним углом. От угла резания, а также от величины зубьев зависит характеристика резания пилы.
Если угол резания составляет 120°, а форма зуба — равнобедренный треугольник, то пила пилит как в прямом, так и в обратном направлении. Она работает как при движении от себя, так и при движении на себя. С уменьшением угла резания возрастает как эффективность пилы, так и требуемое для пиления усилие. При этом пила пилит только в прямом направлении. В случае угла резания 90е пила работает при движении от себя, при угле резания 100° при движении от себя она работает слабо, при угле резания меньше 90° - сильно (рис. 3.35). Зубы пилят при движении на себя, если торцовая часть зуба повернута к тому, кто пилит. В зависимости от угла резания пилы различают на тс, которые пилят при толкании от себя, тяге на себя и в обоих направлениях.
С увеличением размера зубьев увеличивается режущее действие пилы. Однако если при этом выигрывают во времени, то теряют в усилиях, которые при этом необходимо затратить. Кроме этого, при увеличении размера зуба распил становится грубым и неопрятным. Если необходим чистый тонкий распил, применяют пилы с мелкими зубьями.
Пильные полотна во время применения следует держать на прямой линии, то есть они должны иметь требуемую рабочую жесткость. Для ручі іьіх пил это достигается посредством выбора соответствующей толщины полотна или специальной накладки на верхний край. Для других типов пил пильное полотно получает свою прочность при помощи стойки из дерева или предварительно напряженной металлической ручки, благодаря которой пильное полотно растягивается или закрепляется.
3.2.2.2. Виды пил
Самыми важными видами пил в столярном деле являются лучковая пила и ножовка.
ЛУЧКОВЫЕ ПИЛЫ
В лучковых пилах узкое пильное полотно двумя концами и ручками соединено с обеими стойками таким образом, что при помощи вращения этих ручек пильное полотно можно натягивать. Для ручного ведения пилы на нижней части стоек приспособлены ручки. С помощью тетивы, натягиваемой посредством резьбовой шпильки и барашковой гайки, пильное полотно можно натягивать. Находящийся в середине средник придает стойкам требуемую жесткость (рис. 3.36).
К лучковым пилам относятся натяжная пила, распашная (распускная) пила, выкружная лучковая пила и поперечная пила.
Натяжные лучковые пилы (DIN 7245, форма С) имеют длину 700 мм и относительно большие пилящие при толкании от себя зубья. Полотно натяжной пилы дает при этом более грубый распил с больший режущей способностью. Такие пилы применяют для продольной и поперечной распиловки пиломатериалов.
Распашные (распускные) пилы (DIN 7245, форма D) имеют длину 600 или 700 мм. Зубья пилы примерно в два раза меньше, чем у натяжной пилы, и стоят слабо на толкание. Поэтому они предназначены для работ, которые требуют четкого чистого распила, как, например, обработка шиповых соединений и соединений типа ласточкин хвост,
Выкружная пила (DIN 7245, форма Е) — это лучковая пила, предназначенная для выпиливания криволинейных поверхностей. Пильное полотно имеет ширину от 4 до 10 мм и длину 600 мм, а зубья такие же маленькие, как у распашной пилы. Для того чтобы было удобно выпиливать отверстия внутри поверхности, пильное полотно выкружной пилы можно снимать (рис. 3.37).


Поперечная пила (DIN 7245, форма G) — это лучковая пила длиной 700 или 800 мм с пильным полотном, зубья которого могут пилить в обе стороны. Такие пилы применяют для поперечного распиливания по необходимой длине досок, брусьев и балок.
РУЧНЫЕ ПИЛЫ
К ручным пилам относятся пилы для чистовой распиловки (лобзики), ножовки, ножовки с обушком, награтка, пила для резки шпона и выкружная ножовка.
Пилы для чистовой распиловки или лобзики (DIN 7235, формы Л, В, С, Е) - это небольшие ножовки с обушком с особенно мелким нарезанием зубьев. Зубья пил тонкой распиловки пилят слабо при движении от себя. Длина зуба составляет 1,5 мм (рис. 3.38).
Различают следующие пилы для чистовой распиловки: с прямой ручкой (форма А), с изогнутой ручкой, то есть с ручкой, изогнутой параллельно полотну (форма В и С), и с переставной ручкой (форма Е).
Изогнутая вправо или влево ручка делает возможным ведение полотна пилы по плоской поверхности.
В пилах для чистовой распиловки с перекидной ручкой существует возможность переставлять ручку с одного конца полотна на другой при ослаблении винта. Зубья пилы с перекидной ручкой имеют форму равнобедренного треугольника, а пила пилит в обоих направлениях (рис. 3.38).
Японские пилы чистовой распиловки имеют пильное полотно в форме трапеции с очень мелким нарезанием зубьев, которые работают при движении на себя. С их помои ^ю можно получать особенно тонкие распилы. Пильное полотно закреплено на одной длинной ручке и при затуплении может быть заменено (рис. 3.42).
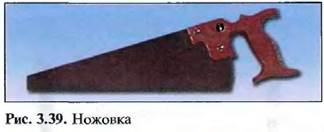
Ножовка (DIN 7244) имеет грубые зубья, работающие при движении от себя. Ее прочность определяется соответствующей толщиной пильного полотна. Ножовку используют прежде всего для распиловки больших плит (рис. 3.39).
Ножовка с обушком (DiN 7243) получает 11 рОЧ1 юсть пильного пол от- на благодаря специальной накладке, так называемому обушку. Мелкие, работающие при движении от себя зубья делают возможным получе*ine чистового распила (рис. 3.40).


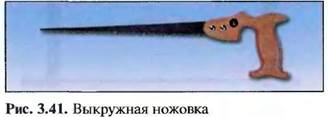
Выкружная ножовка (DIN 7258) предназначена для разрезания по кривым линиям внутри больших поверхностей. Прежде всего, такая пила служит для расширения маленьких отверстий. Зубья выкруж- тгой пилы не разведены. Для того чтобы зубья пилы при распил ива - нии не зажимались, верхняя часть полотна делается тоньше, чем вершины зубьев (рис. 3.41).
Награтка — это ручная пила, которая пилит исключительно при движении на себя. Она предназначена для нарезания шпунтов (рис. 3.43).
Пила для заготовки шпона имеет маленькое пильное полотно с круглой линией вершин зубьев, которое заточено ножеобразным образом. Благодаря изогнутой ручке возможно надежное ведение при начале обработки. Служит для нарезания по длине и достаточно грубого разрезания шпона (рис. 3.44).
3.2.2.3. Поддержание пил в исправном состоянии
Пильное полотно должно быть всегда чистым, защищенным от влажности, иметь правильную разводку и остроту, при необходимости перед затачиванием его выправляют,
РАЗВОДКА ЗУБЬЕВ ПИЛЫ
При разводке зубья пилы отгибают попеременно вправо и влево при помощи разводки (специальный инструмент для развода зубьев пилы) или разводными клещами. Разводка расширяет пропил относительно толщины пильного полотна. По этой причине снижается защемление полотна, и обеспечивается более точное резание благодаря возможности небольшой коррекции.


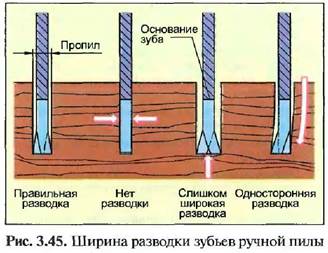
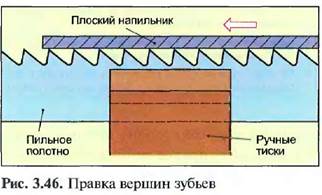
Ширина разводки зубьев все же не должна превышать толщину пильного полотна более чем в два раза. Также разводка должна быть равномерной в обе стороны, так как в противном случае пила будет перемещаться в направлении более сильно разведенной стороны (рис. 3.46). Глубина разводки должна составлять примерно половину высоты зуба, так как иначе у основания зуба образуются трещины, и зуб может отломиться.
Зубья для тонких работ имеют меньшую разводку, чем для грубых работ. Мягкая и влажная древесина требуют широкой разводки. Пилы, зона нарезания зубьев у которых толще, чем нерабочая грань, или которые должны резать только на незначительную глубину, разводить не нужно.
ЗАТОЧКА ПИЛ
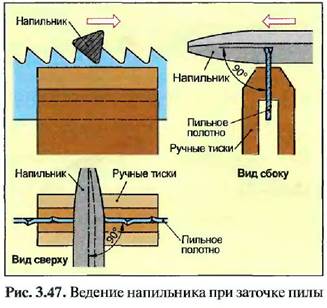
Заточка производится обработкой трехгранным напильником гордо
вой части и спинки зуба. Для этой цели пильное полотно близко к линии основания зубьев зажимается в ручные тиски. При заточке напильник следует держать горизонтально и вести с легким нажимом таким образом, чтобы кромки зуба обрабатывались полностью и равномерно. При этом необходимо обрабатывать всегда в направлении от конца пилы к ручке (рис. 3,47). Зубья выкружной пилы обрабатываются трехгранным напильником под наклоном попеременно вправо и влево.
Пила для заготовки шпона за га- чиБается маленьким трехгранным напильником, но не разводится. Для того чтобы обеспечивался как можно более тонкий распил, зубья заостряют также и по ширине. Затачивание производится маленьким плоским напильником на повернутой к ручке стороне полотна. Возникающая при этом фаска снимается оселком. При правке необходимо следить за тем, чтобы зубья оставались острыми. После заточки полотно закрепляется на ручке.
ПРАВКА
Если вершины зубьев не образуют прямую линию или зубья пилы являются не одинаковыми, то пила при пилении выгибается и застревает. Такие пилы можно сделать пригодными к употреблению с помощью правки (рис. 3.46). Вершины зубьев зажатого в ручных тисках пильного полотна при правке с помощью плоского напильника выравниваются до одинаковой высоты, а при помощи трехгранного напильника приводятся к одинаковой форме. Правка должна производиться перед разводкой и заточкой пилы,
ЗАДАНИЯ
4.9.1. Нарисуйте зубья пилы и укажите: задний угол, углы заострения и резания пильного полотна, торцовую часть и спинку зуба.
4.9.2. Опишите различные типы нарезания зубьев для ручных пил и расскажите, как они применяются для различных столярных работ.
4.9.3. Сравните лучковые пилы с ножовками, особенно подчеркните их различия.
4.9.4. Объясните, 1 ючему зубья пилы долж! 1Ы иметь разводку.
4.9.5. Расскажите, как производится заточка ручных пил.
4.9.6. Сравните качество распила и характеристику распиловочiгой работы i ]ри иапользовании правильно разведенной и неправильно или вообще не разведенной ручной пилы.
4.9.7. Опишите процесс распиловки по длине досок из цельной древесины с помощью лучковой пилы.
4.9.8. Какой ти1 [ 11илы следует выбрать для ручного разрезания округлой i юверхности?
3.2.3. Инструменты для строгания
Под строганием понимают процесс отделения стружки с поверхности древесины при помощи рубанка.
3.2.3. /. Части рубанка
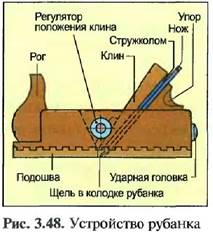
Рубанок, как правило, состоит из колодки рубанка с прорезью для стружки или [целью и отверстием для отвода стружки, а также ножа рубанка (железко) и приспособления для его закрепления (рис. 3.48).
НОЖ РУБАНКА (ЖЕЛЕЗКО)
Нож рубанка изготавливается из инструментальной стали. Благодаря закалке стали переднюю часть ножа затачивают в виде острой, выправляемой, режущей кромки. По форме различают ножи для полуфуганка, фуганка и шлифтика (DIN 5145), ножи для шерхебеля (DIN 5146) и ножи с ручкой для зензубелей, шпунтубелей и фальцгебелей (DIN 7372). Также ножи для рубанков различают по форме. Форма А — обычный нож без прорези, форма В — обычный нож с прорезью, форма С — двойное железко. Для ножей с ручкой различают форму А — обычное железко с ручкой и форму D - двойное железко с ручкой.
Переднюю часть ножа рубанка называют передней гранью. Противоположную сторону называют задней гранью. Шлифованная поверхность в нижней части называется фаской. Ребро, по которому фаска пересекается с передней гранью, называется режущей кромкой (рис. 3.49).
Для силы резания рубанка значение имеют угол резания, угол заострения и задний угол ножа рубанка.
Угол резания различается у разных типов рубанков. Для фуганков, шерхебелей, полуфуганков и рубанков с двойной железкой угол резания составляет 45° (DIN 5151). Для шлифтика и улучшенного шлифтика угол резания составляет 50° (рис. 3.50), Исключением является зензубель с углом резания от 70 до 80".
Угол заострения должен составлять приблизительно 25°. От угла заострения зависит срок службы ножа. Если угол заострения меньше 25°, то лезвие легко ломается, особенно при строгании древесины с сучками. Угол заострения больше 30° усложняет отделение стружки. Основной принцип здесь такой: длина фаски ножа рубанка должна быть примерно в два раза больше толщины ножа рубанка (рис. 3.53).
Задним углом обозначают угол, кот орый образует фаска ножа с подошвой рубанка. Задний угол должен существовать всегда, так как в противном случае лезвие не сможет проникнуть в поверхность древесины (рис. 3.49).
ДВОЙНЫЕ НОЖИ ДЛЯ РУБАНКОВ (ДВОЙНОЕ ЖЕЛЕЗКО)



Рубанок с обычным ножом часто не может предотвратить надрывы в строгаемой древесине. Поэтому железко рубанка снабдили стружколомом. Ножи рубанков со стружколомом обозначают двойными ножами. Стружколом предназначен для надлома стружки непосредственно позади режущей кромки, чтобы она не разрыва,"[ась. Стружколом выполняет свою задачу только в том случае, когда его передний край, ломающая кромка, сформирован правильно. Ломающая кромка очень маленькая и должна составлять с передней гранью рубанка угол примерно 60° (рис. 3.51). Кроме этого, передний край стружколома но всей ширине должен плотно прилегать к ножу рубанка, для того чтобы между стружколомом и ножом рубанка не могла вклиниться стружка. Чем тоньше выполняемая работа, тем меньше расстояние от ломающей кромки до режущей кромки ножа рубанка. Оно составляет примерно от 0,5 до 1,0 мм.
КОЛОДКА РУБАНКА
Колодку рубанка изготавливают из пропаренной древесины бука или фруктовых деревьев, с подошвой из граба или бакаута (железного дерева). Другими частями являются рог, а также клин и регулятор положения клина. Кроме этого, на задней части колодки рубанка находится ударная головка и упор. ІЗ середине подошвы имеется прорезь или щель для отвода стружки. Колодка и подошва рубанка имеют между собой клееное зубчатое соединение (рис. 3.4Н).
Дата добавления: 2020-07-18; просмотров: 951;
Поиск по сайту
Узнать еще
- API как средство интеграции приложений.
- ATA/133 (Parallel ATA, UltraDMA/133 или E-IDE)
- F06 Другие психические расстройства вследствие повреждения или дисфункции головного мозга, либо вследствие физической болезни
- F45.38 другие органы или системы
- F52 Половая дисфункция, не обусловленная органическим расстройством или заболеванием
- I. Идентификация потенциально вредных и (или) опасных факторов на рабочих местах.
- I. Общая характеристика категории состояния как часть речи
- I2C (Inter-Integrated Circuit) или двухпроводный интерфейс

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
