Шатуны и поршни мотора
Шатунный механизм (фиг. 22) состоит из главного и прицепного шатунов, тщательно механически обработанных и имеющих полированные поверхности. Полировка увеличивает усталостную прочность материала и облегчает обнаружение мелких трещин на поверхности шатуна.
Мотор имеет шесть главных и шесть прицепных шатунов, изготовленных из высококачественной стали 18ХНВА.
Главный шатун 29 двутаврового сечения заканчивается в верхней части верхней (поршневой) головкой с запрессованной в нее бронзовой втулкой 6, а в нижней — нижней кривошипной головкой. Втулка 6 удерживается от проворачивания латунным штифтом. На внутренней поверхности втулки имеются две смазочные канавки. Масло во внутреннюю полость втулки подводится барботажем, для чего в теле верхней головки шатуна и втулки сделаны два сверления 5 диаметром 3 мм.
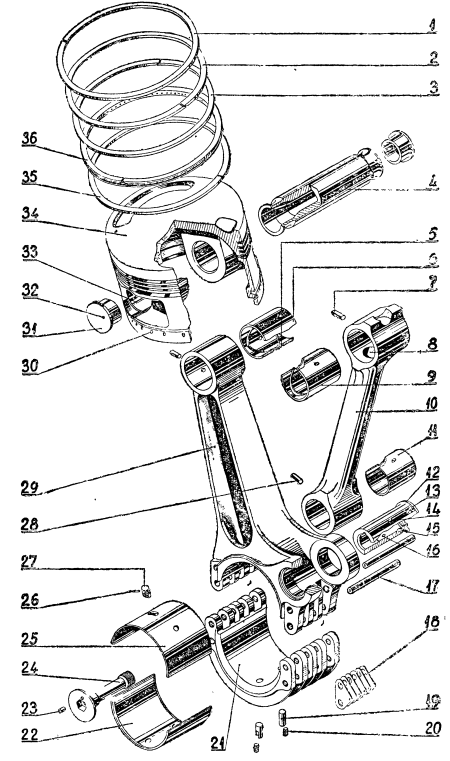
Фиг. 22. Шатун и поршень
Нижняя головка главного шатуна разъемная, с линией разъема по оси шатунных шеек коленчатого вала. Отъемная часть — крышка 21— усилена пятью ребрами, придающими головке большую жесткость, и крепится в нижней головке при помощи пазового замка и четырех конических штифтов 17 по два с каждой стороны крышки, расположенных параллельно оси коленчатого вала. Шпильки запрессовываются в отверстия шипов нижней головки и крышки. Для устранения изгибов шипов замка при запрессовке шпилек на некоторых ранее выпущенных моторах между шипами подбираются и вставляются пластинки 18, выбирающие зазор между шипами.
В нижней головке главного шатуна расположен разъемный стальной вкладыш, залитый свинцовистой бронзой.
Обе половины вкладыша 22 и 25 фиксируются от проворачивания и осевого смещения при помощи штифтов: нижняя половина - двумя цилиндрическими штифтами 19, запрессованными в крышку шатуна и застопоренными винтами 20; верхняя половина, ввиду того что она удерживается от проворачивания нижней половиной, фиксируется только от осевого смещения стопорным винтом 27, который в свою очередь стопорится штифтом 26, запрессованным в головке шатуна. Отверстие под стопорный винт в верхней половине вкладыша овальное.
Для снижения напряжения растяжения у основания ушек шатуна крышку шатуна перед монтажом нижней пары конических штифтов растягивают в специальном приспособлении примерно на 0,1 мм, затем устанавливают нижние штифты и растачивают отверстие под вкладыш. В этом случае на собранном шатуне крышка предварительно нагружает ушки шатунов в направлении, обратном опасным напряжениям, возникающим в ушках при работе мотора.
В нижней головке главного шатуна выполнена проушина для присоединения прицепного шатуна.
Прицепной шатун 10 трубчатого сечения соединяется с главным при помощи пальца 13, запрессованного в проушину нижней головки главного шатуна.
От осевого перемещения палец удерживается с одной стороны цилиндрическим пояском 12, выполненным на торце пальца, а с другой — заглушкой 24, ввернутой в палец прицепного шатуна. Заглушка контрится от вывертывания штифтом 23.
От проворачивания палец удерживается выступом, сделанным в пояске 12 пальца, который входит в соответствующий паз на торце проушины. В верхнюю и нижнюю головки прицепного шатуна запрессованы бронзовые втулки 9 и 11, удерживаемые от проворачивания латунными штифтами 7 и 28.
Подача масла в прицепной шатун выполнена следующим образом. От рабочей поверхности шатунной шейки масло по сверлениям во вкладыше и в теле нижней головки главного шатуна подается к пальцу прицепного шатуна, а затем по сверлению 15 в пальце поступает в его внутреннюю полость. В теле пальца выполнены два сверления: одно из них (нижнее) 16 служит для пропуска смазки нижней головки и пальца прицепного шатуна, верхнее 14 — для смазки нижней головки и для подвода масла в полость 5 прицепного шатуна.
Через отверстие во втулке верхней головки масло поступает из полости 8 на рабочую поверхность втулки, где имеются две смазочные канавки, аналогичные канавкам во втулке главного шатуна.
В целях свободной циркуляции масла, а следовательно, достаточно хорошей смазки и охлаждения верхней втулки прицепного шатуна и пальца поршня в верхней половине ее сделаны два сверления, обеспечивающие слив - масла.
Поршни 34 мотора (фиг. 22) изготовляются штамповкой из алюминиевого сплава. Днище поршня выпуклое, с двумя диаметрально противоположными углублениями у периферии на дуге в 110°. Углубления в днище поршня сделаны с целью уменьшения температуры верхнего поршневого кольца. Наружная поверхность поршня слегка коническая и одновременно овальная, с уширением конуса по направлению к юбке. Овал своей большей осью расположен перпендикулярно к оси поршневого пальца.
Каждый поршень имеет пять кольцевых канавок, куда устанавливаются поршневые кольца, изготовленные из чугуна.
В верхнюю кольцевую канавку ставится компрессионное цилиндрическое кольцо 1, в две ниже лежащие кольцевые канавки — конические кольца 2 и 3 с вершиной конуса, обращенной к днищу поршня. Эти два кольца являются и уплотнительными и маслоочищающими (при движении поршня вниз эти кольца своими нижними острыми кромками снимают масло со стенок цилиндра).
В четвертую канавку ставится маслосборное кольцо 36 швеллерного сечения с радиальными отверстиями диаметром 1,5 мм. Масло, очищаемое со стенок цилиндра, через сверления в кольце и 18 радиальных сверлений в поршне стекает в картер мотора.
В нижнюю (пятую) канавку, расположенную ниже поршневого пальца, устанавливается коническое кольцо 35 так же, как второе и третье конические кольца, обращенные вершиной к днищу поршня. При движении поршня от ВМТ к НМТ масло, счищаемое со стенки цилиндра нижней острой кромкой конического кольца, загоняется в косые отверстия 30 поршня, расположенные под нижней кольцевой канавкой юбки, и по ним стекает в картер.
Днище поршня переходит непосредственно в две массивные бобышки, в которых устанавливается поршневой палец. Непосредственное соединение днища с поршневыми бобышками придает им большую жесткость и облегчает штамповку внутренней полости поршня.
С целью уменьшения трения поршню предварительно придают при механической обработке форму овала, вытянутого в направлении, перпендикулярном овализации поршня в рабочем состоянии. Последняя происходит в результате действия силы вспышки газов и боковой силы на стенку цилиндра, а также вследствие температурных деформаций. Из этих же соображений срезается ненесущая поверхность юбки поршня, расположенная по оси поршневого пальца на хорде в 84 мм с каждой стороны.
Внутри поршня в направлении, перпендикулярном оси поршневых бобышек, имеются две диаметрально противоположные выемки по размерам, приблизительно равным срезанной несущей поверхности юбки.
Поршневой палец 4, соединяющий поршень и шатун р передающий шатуну рабочее давление газов в цилиндре, полый. Форма пальца близка к форме балки равного сопротивления: палец утолщен посередине, как показано на фиг. 22. Для снижения износа и, что особенно важно, для равномерного его распределения по окружности в поршневой головке шатуна и бобышках поршня палец имеет плавающую посадку в рабочем состоянии. Причем в холодном состоянии палец свободно проходит через втулку поршневых головок главного и прицепного шатунов, а для посадки пальца в бобышки поршня последний предварительно нагревают до 70—80° С.
Смазка поршневого пальца в головке главного шатуна осуществляется барботажем через отверстия 5, а в головке прицепного шатуна под давлением через сверления в теле шатуна. Подвод масла для смазки и охлаждения пальца в бобышке поршня осуществляется барботажем с торца их. Для этого в каждой бобышке выполнены четыре продольные канавки 33.
От осевого смещения поршневой палец фиксируется алюминиевыми заглушками 31, плотно входящими в отверстия по концам пальца. Наружная поверхность заглушек выполняется по сфере с радиусом, немного меньшим радиуса цилиндра, для уменьшения трения заглушек в цилиндре. Для выпуска воздуха из внутренней полости пальца как при запрессовке заглушек, а также при нагревании пальца в работе, в теле заглушки имеется отверстие 32.
Поршневой палец изготовляется из высококачественной стали и тщательно механически обрабатывается. Рабочая поверхность его цементируется.
Для увеличения усталостной прочности и облегчения обнаружения мелких трещин внутреннюю поверхность пальца полируют.
Дата добавления: 2025-02-16; просмотров: 339;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
