Установка гильз цилиндров в блок двигателя.
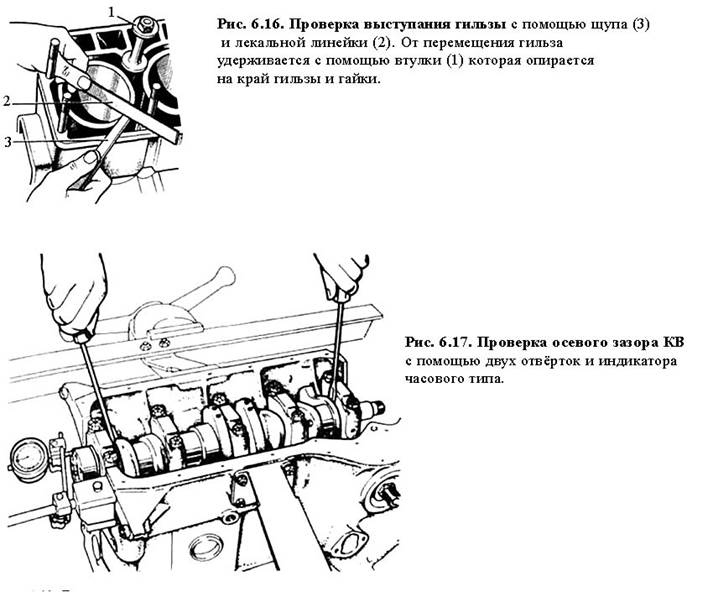
Мокрые гильзы устанавливаются в гнёзда блока цилиндров с зазором. От осевого перемещения, гильзы удерживаются головкой блока. Для надёжного прижатия гильзы, её верхняя часть должна выступать над привалочной плоскостью блока цилиндров на рекомендованную величину (0,02 – 0,12 мм.). Величина выступания гильзы, как правило, регулируется подбором шайб, устанавливаемых под опорный бурт. Эти же шайбы уплотняют гильзу в гнезде, предотвращая попадание охлаждающей жидкости из рубашки охлаждения через стык гильзы с её опорой в картер двигателя. В конструкциях двигателей, где применение шайб не предусмотрено, на привалочную плоскость бурта гильзы или посадочную плоскость гнезда, наносится тонкий слой специального термостойкого клея или герметика. Проверка выступания гильзы показана на рис. 6.16.
Сухие гильзы удерживаются в гнёздах блока цилиндров натягом. В зависимости от требуемой величины натяга, для соединения чугунной гильзы и алюминиевого блока цилиндров, необходимо обеспечить разницу температуры соединяемых деталей в пределах 100 - 180 градусов С, для чего блок цилиндров нагревают в муфельной печи или, помещая его в горячую воду, а гильзу охлаждают «сухим льдом» или жидким азотом. В «сухом льду» (твёрдой углекислоте) возможно охлаждение до -80 градусов С (реально, до -60 градусов), а в жидком азоте до -140 градусов. Нагревание блока цилиндров открытым пламенем равно как и запрессовка чугунных гильз в алюминиевый блок давлением, недопустимо.
Гильзование чугунных блоков цилиндров, в ряде случаев, разрешается проводить способом запрессовки.
Запрессовка чугунных гильз в чугунный же блок цилиндров, как правило, возможна при величине натяга, не превышающем 0,05 мм. (редко более). Запрессовку гильз осуществляют с помощью пресса. При отсутствии заводского пресса, приспособление для запрессовки можно сконструировать из металлических швеллеров, соединив их с помощью сварки в виде рамы должного размера, и гидравлического или винтового домкрата. В продаже можно так же увидеть, более компактные и простые в применении, винтовые приспособления.Производить запрессовку детали в отверстие ударом запрещается. Для упрощения процесса запрессовки, можно нагреть блок или охладить гильзу, обеспечив разницу температур соединяемых деталей, примерно в 60 - 100 градусов С. При указанной величине натяга и разнице температур, гильза должна опустится в гнездо без применения каких либо приспособлений. При необходимости «помочь» гильзе опустится в гнездо можно постукивая по ней деревянной киянкой или молотком через деревянную проставку.
Дата добавления: 2016-06-22; просмотров: 10338;
Поиск по сайту
Узнать еще
- B ... удерживайте упорное кольцо 30.6 снимите блок шестерен 30.7a Снимите упорное кольцо
- CIH — газораспределительный механизм с распределительным валом в головке блока цилиндров
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- I. Энергетический блок.
- IA класс — блокаторы натриевых каналов, удлиняющие ЭРП
- IB класс — блокаторы натриевых каналов, укорачивающие ЭРП
- III КЛАСС - БЛОКАТОРЫ КАЛИЕВЫХ КАНАЛОВ, УДЛИНЯЮЩИЕ ЭРП
- IV КЛАСС - БЛОКАТОРЫ КАЛЬЦИЕВЫХ КАНАЛОВ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
