ОСОБЕННОСТИ РАЗЛИВКИ ПОЛУСПОКОЙНОЙ СТАЛИ
По степени раскисленноcти и характеру поведения при кристаллизации в изложнице полуспокойная сталь занимает промежуточное положение между спокойной и кипящей. При организации технологии производства полуспокойной стали основная задача заключается в том, чтобы использовать преимущества как кипящей стали (отсутствие концентрированной усадочной раковины вследствие образования массы хорошо сваривающихся при прокатке пузырей и соответствующее уменьшение головной обрези), так и спокойной стали (высокую степень однородности слитка вследствие незначительного перемешивания жидкого металла в процессе формирования слитка).
Решается эта задача прежде всего путем уменьшения (по сравнению со спокойной сталью) расхода раскисли-телей, т. е. проводится частичное раскисление таким образом, чтобы металл при кристаллизации некоторое время кипел, расходуя избыточный кислород на образование зоны пузырей, а затем, израсходовав избыточный кислород на протекание реакции [С] + [О] = СОГ, затвердевал, как слиток спокойной стали. Раскислители при этом в уменьшенном количестве вводятся в ковш. Получаемую при такой технологии сталь называют полуспокойной. Для получения качественной полуспокойной стали необходимо обеспечить высокую культуру производства и налаженный точный контроль состава и температуры металла: даже небольшая ошибка в расчете количества вводимых раскислителей или в определении рациональной скорости наполнения изложницы (скорости разливки) может привести к получению пере- или недораскисленного слитка; исправить такие ошибки в процессе разливки трудно.
В производственных условиях косвенной характеристикой степени рас-кисленности может служить такой показатель, как продолжительность искрения металла в изложнице после окончания ее заполнения. Если полуспокойная сталь застывает в изложнице без крупных наплывов и продолжительность искрения составляет 10-40 с, то получается качественный слиток (рис. 24.11) с минимальной головной обрезью и максимальным приближением к спокойной стали по физико-механическим свойствам.
По стандартной технологии раскисления полуспокойных сталей предусмотрено введение всех раскислителей (ферромарганца, силикомарганца, ферросилиция) в ковш. Обычное содержание кремния в полуспокойной стали типа СтЗпс и Ст5пс составляет 0,05-0,17% (соответственно при 0,14-0,22 и 0,28-0,37 % С). В спокойной стали тех же марок содержание кремния существенно выше (0,17-0,35 %); к тому же спокойную сталь дополнительно раскисляют еще алю-
Рис.24.11. Разрез по
высоте качественного
слитка полуспокойной
стали
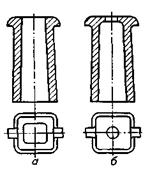
Рис. 24.12.Изложница для разливки кипящей стали:
о —сквозная; б — бутылочная
минием. Замена спокойной стали полуспокойной экономически целесообразна, так как кроме экономии расхода раскислителей (алюминия и ферросилиция) снижается головная обрезь (выход годной заготовки из слитка увеличивается на 8-10 %). Кроме того, отпадает необходимость в прибыльных надставках, огнеупорах для их футеровки, теплоизолирующих засыпках; соответственно снижается трудоемкость подготовки составов с изложницами.
Полуспокойную сталь обычно разливают в расширяющиеся книзу изложницы. Одним из приемов быстрого прекращения кипения металла в изложнице является использование изложниц так называемого бутылочного типа (рис. 24.12, б). В момент подъема металла на уровень узкой верхней части бутылочной изложницы головная часть слитка быстро затвердевает и кипение прекращается.
Дата добавления: 2016-06-22; просмотров: 2396;
Поиск по сайту
Узнать еще
- I. ОСОБЕННОСТИ ДЕЛОВОГО И ЛИЧНОСТНОГО ОБЩЕНИЯ В СОВМЕСТНОЙ ДЕЯТЕЛЬНОСТИ
- I.2. Основные категории водопотребления промышленных предприятий и их особенности
- I2. Особенности аэродинамики несущего винта (НВ)
- II. Завоевание Китая маньчжурами. Экономическое положение страны в XVII – начале XIX вв.: аграрная политика Цинской династии, особенности развития городского ремесла
- II. Особенности политического устройства Ирана
- II. Особенности развития турецкой буржуазии. Становление младотурецкого движения
- II. РЕЖИМ И ОСОБЕННОСТИ ЛИЧНОЙ ГИГИЕНЫ
- III. Особенности политической элиты России.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
